SegaD
-
Публикаций
2 634 -
Зарегистрирован
-
Посещение
Тип публикации
Форум
Календарь
Файлы
Блоги
Галерея
Все публикации пользователя SegaD
-
точилки Заточные Устройства ТокБил / Expedition
SegaD ответил в теме пользователя Andreas Wall в Заточные устройства
Хммм. Малютка Джо! Это зачёт! Тогда первая точилка должна называться " black-n-grау giant"😊. Андрей, молодца! -
Саша, а когда п/ш в пазах, то между обоймами п/ш и штифтом есть зазор?
-
Видео не открывается. Звук есть. Как посмотреть то?
-
А это не зазоры в самих подшипниках (которые на штифтах), Может стоИт заменить их на пару классов точнее?
-
Сергей @SnowSnake , не тебе я пишу прописные истины, а камерадам-неофитам точилкостроения, которые читают темы и потом копируют не совсем удачные решения... А в качестве моего ответа на опрос по допускам на люфты в паре паз/штифт - их не должно быть от слова совсем, пружина должна вырабатывать люфт ( а иначе зачем она нужна?) при заточке и одновременно обеспечивать комфорт (минимальные усилия) при страгивании/перевороте. При изготовлении иногда десяток разных пружин перепробуешь, прежде чем добьёшься баланса. Схема реализации узла ПУ топикстартера поможет сообща решить проблему, и дело тут не в пазах.
-
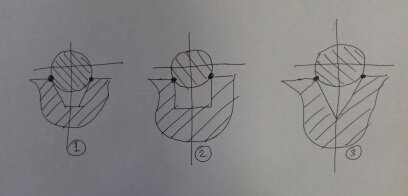
И каким же это образом, если пятно контакта при любой форме паза - прямая? (см. картинку ниже). И даже при радиусной форме паза при выходе штифта на микрон из паза пятно контакта уже будет прямой. А сам пишешь: Так вот У ВСЕХ не люфтит, а точнее люфтит не У ВСЕХ😆.
-
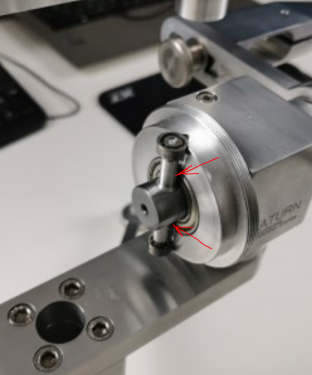
Александр @Yanvar , а можно от руки схему того, как в Сатурне организован прижим штифта с валом ПУ, рамкой и пружиной. Потому что при классическом расположении пружины за корпусом (а не между корпусом и рамкой как у тебя) никаких проблем по малым усилиям страгивания штифта при большом разведении губок не возникает. Глубина и форма паза в ПУ со штифтом в усилии переворота роли не играет. Тем более паз в Сатурне вертикальный. После переворота ничего не люфтит. И гайку не подкручиваешь, т.к. есть еще контргайка или стопорный винт (у кого как).
-
Объяснял уже на предыдущей странице - чтобы можно было точить при расположении шкалы справа или слева от заточника - откуда больше света падает. Простым разворотом вилки.
-
Расстояние от края стола до кончиков губок точилки 330мм. Расстояние от моего сгиба локтя до ногтя среднего пальца 400мм. А ведь есть ещё предплечье😊. На самом деле когда точу, за спиной кухонный гарнитур. Поэтому перед собой кладу только всё чистое - угломер, чистые салфетки, чистые камни. Все грязное - масло, пользованные салфетки, грязные камни, поточенные ножи - отправляются за спину справа - на столешницу гарнитура - она типа из полимербетона и легко моется в конце процесса. Там же раковина с замоченными камнями - оченно удобно. Три главных плюса такого расположения точилки: 1)струбцина зажимает точилку к краю стола насмерть. При этом на кухонном столе всё как стояло, так и стоит. Если точишь в гараже, то не надо убирать срач на верстаке - прикручивается хоть к верстаку, хоть к полке стеллажа. 2)при заточке рука с шариком работает от локтя (а не выше, если точилка стоит на столе), и потому меньше устаёт. Но это субьективно моё мнение. 3)перед работой дома на пол стелю большую газету и весь шлам от заточки, абразив, капли масла, воды лятят не на стол, а на газету на полу. Грязные салфетки и изрезанные газеты бросаю туда же. В конце работы свернул газету с мусором и выкинул. Реально удобно.
-
Окончательный вариант СУ типа вилочка 2хd6 из ГиП уже на точилке Ш-2 вместо роденда 6мм. Ни одного п/ш. Всё на честном слове и одной латунной втулке под вертикальным спецвинтом. Успешно точнул две трамонтины перед сном для снятия стресса.

-
Для широких камней у них тоже есть - глубиной 36мм -такие:


-
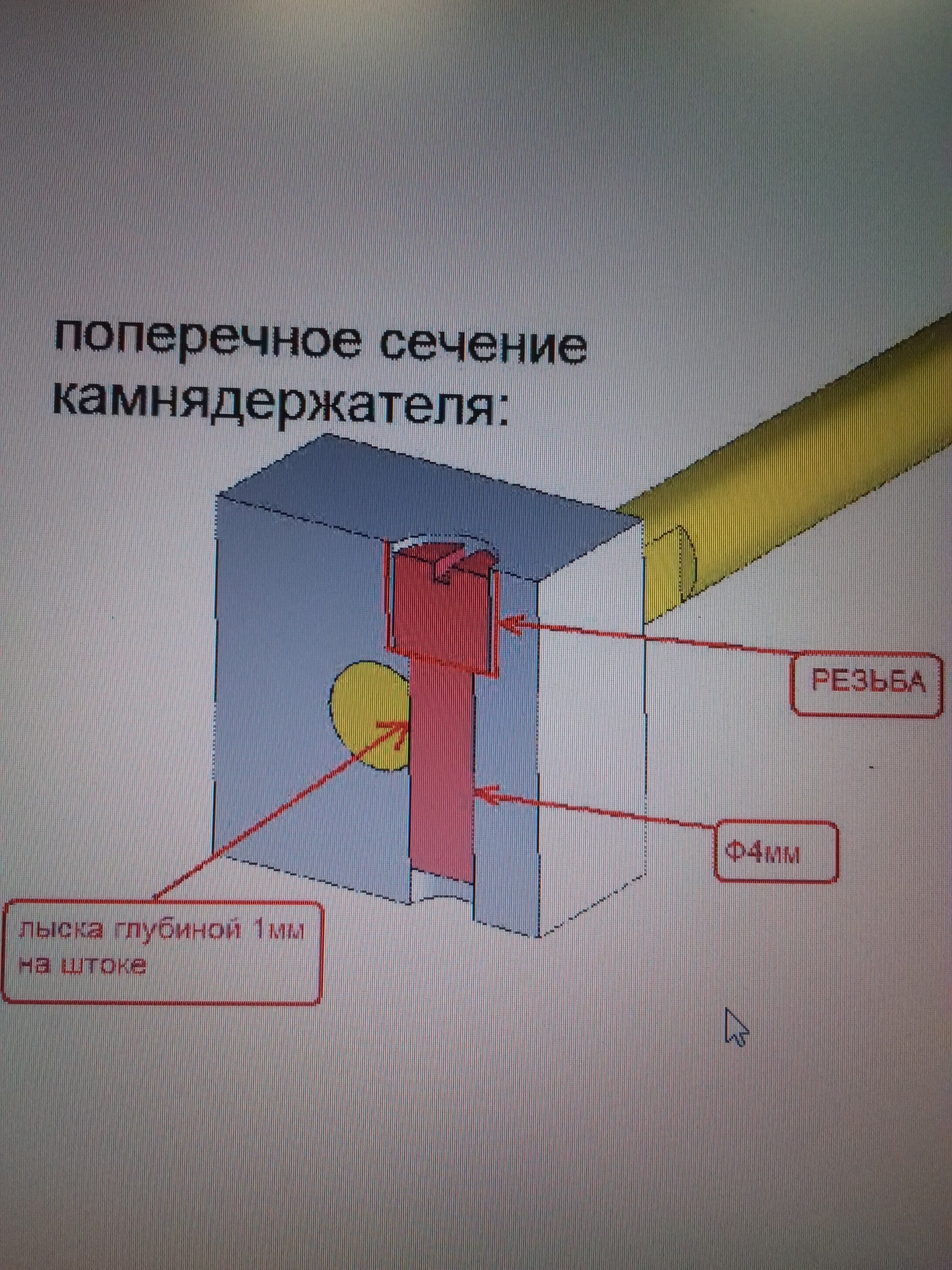
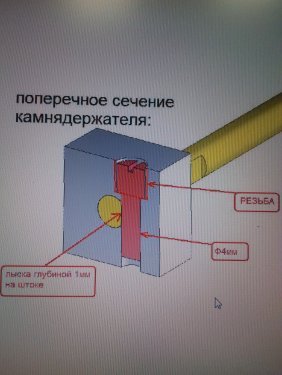
Резьба по лыске не скользит! Делаешь спецвинт - цилиндр ф4мм (который и скользит по лыске), а сверху (показал красным) короткая резьбовая часть М6 например. Ну и на ней шлиц под отвёртку. Такая система прекрасно работает на десятках измерительных приспособлениях в производстве. Я лыски на штоке 6 под ключ 5 делаю надфилем, а ты вроде всё одно хотел делать площадку (т.е. ту же лыску) под сверление отверстия на фрезерном...
-
...а я тут на форуме жду, когда 2-2.5-литровый финский нержавеющий чайничек 50-х годов появится у камерада в продаже... Пессимист = есть хорошо информированный реалист. И печень меня мало интересует, больше новое титаново-полимерное сердце😊
-
точилки Заточные Устройства ТокБил / Expedition
SegaD ответил в теме пользователя Andreas Wall в Заточные устройства
Так создай свою тему и попроси модератора свои вопросы и ответы перебросить туда. Или в FAQ лучше. Не из НН, а с НижОбл, потому и земляк🏡. И бываю на двух дачах там чаще, чем на одной здесь😊. -
Серёга, а зачем тебе сверлить и насквозь фрезеровать шток? Попробуй так:
-
Даже там, где важна структура заполнения, всё равно считают экономическую целесообразность! В 2003м фирмой выполнялись большие проекты по электроустановочным изделиям, и нужны были в большом количестве (формы от 4-х до 16-ти гнезд) хорошо охлаждаемые матрицы/пуансоны, чтобы цикл охлаждения был меньше. Хотел шеф в них более эффективную (чем сверлёную) систему охлажения печатать (точнее оставлять криволинейные пустоты - каналы охлаждения, приближенные к формующей поверхности). Но цена вопроса быстро охладила его пыл. Там же, где охлаждаемые лопатки турбин печатают - патронов не жалеют, т.к. всё одно затраты сдерут с покупателя турбины, а он - сдерет с населения.
-
точилки Заточные Устройства ТокБил / Expedition
SegaD ответил в теме пользователя Andreas Wall в Заточные устройства
Тезка и земляк! Тут вопрос скорее даже не в громоздкости конструкции, а в простоте исполнения. В прямоугольном параллелепипеде просверлить пару отверстий под шток и одно перпендикулярное им сквозное отверстие под ось мне кажется проще, чем просверлить радиальное отверстие под установочные винты в цилиндрической втулке с отверстием под шток. -
точилки Заточные Устройства ТокБил / Expedition
SegaD ответил в теме пользователя Andreas Wall в Заточные устройства
А в капролоне и полиацетале еще лучше будет, т.к. коэфф.трения в паре сталь-капролон/полиацеталь значительно меньше. -
точилки Заточные Устройства ТокБил / Expedition
SegaD ответил в теме пользователя Andreas Wall в Заточные устройства
Уже реализовано. И не только мной. Никаких паразитных нагрузок не заметил: вилка_гип.3gp -
А ты пробовал резать на армянском электроэрозионном проволочном станке магниты на сегменты?😆 вот где приколы и нюансы! И не думал унижать ни разу. Просто всякому овощу своё время (и место). Сам заставил купить разработчиков принтер, т.к. задолбался делать разовую полустационарную оснастку на их сексперименты (тут пимпочку добавят, тут на десятку диаметр уменьшить и т.п. экзорсисы были постоянно). Для макетки принтер просто необходим. Но если в макетке есть дядя Вася-универсал-станочник-6 разряда, то обходились раньше и без принтера. И даже криволинейные поверхности он фрезеровал по шаблонам. Правда, и изделия были попримитивнее тех, что разрабатывают сейчас дЕзайнеры. Но и станки (токар. ОЦ, фрез.ЧПУ, ЭЭО и др.) сейчас покруче, чтоб оснастку делать на современные хитрые дЕзайнерские детали. Что то с 2003года (когда мой тогдашний директор хотел у стратосиса купить такой принтер, чтобы печатать формующие сразу с охлаждением, а слесарей выгнать) порошковая 3Д печать металлом не пришла в каждый дом. Или я не заметил?😊
-
Милай внучек, вместо лекарства попробуй импортируй из блендера (в STEP'e или IGES'e - все равно) модель с множественными нурбс-поверхностями в любимый тобой арткам, потом попробуй без вериката скинуть нц-шку на нормальный фрезерный станок (если в арткаме еще будет на него постпроцессор).И ты узнаешь много новых русских слов от фрезеровщика ну и от хозяина станка. А слайсинг - это у вас на недо3Дстанках (у которых тупо Z приподнимается каждый слой). По честному, 3Д принтер - это не 3Дстанок, а 2+станок. Хотя их и станками то не называют - просто принтеры. На нормальных честных 3Д станках одновременно отрабатываютя все 3 координаты, а то и 5 (как на hermle, с котором довелось поработать). Ну и по поводу будущего в 3Д печати пластмассовых изделий. Их печатают мелкими партиями просто потому, что нет достаточного спроса на них. Как только спрос превышает стоимость литейной оснастки, никому 3Д напечатанное го*но становится не нужным. Литейщица пластмасс зарабатывает копейки, т.к. ТПА работает в автоматическом режиме. И цена отливок всегда на порядок будет ниже напечатанных деталей. Но спрос на детали должен быть такой, чтобы за полгода работы отбилась стоимость оснастки. А сделать оснастку без специалистов-станочников-слесарей-инструментальщиков, увы, у вас не получится даже на SLM принтерах (вряд ли вам позволят печатать обоймы матриц за такие бабки сколько стоит станко-час работы SLM принтера).
-
Продвинутый ты наш, посмотрел бы я на тебя, когда б ты попытался по модели из бесплатного блендера фрезеровать что нибудь посложнее кирпича с уступом. Иной раз приходилось по три дня штопать дырки в моделях, импортированных из таких бесплатных программ, чтобы инструмент не поломать и шпиндель не угробить. А про постпроцессинг, кстати, погугли, если не знаешь, а то я хоть старый и безнадежно отстал от жизни, но уверен, что принтер хавает не голую stl-ку, а всё те же старые добрые машинные G-коды...
-
А еще нужны с3.14зженные программы для моделирования и постпроцессинга. Всего то... Чтобы сделать точилку из металла, Андрей, тоже никакого специнструмента не требуется. Нужен токарный станок (ну и фрезерный), но есть резцы, фрезы и сверла, которые стоят дешевле иных матмоделей и могут впоследствии также быть использованы для других поделок помимо точилок. Или нужен гриндер и стойка с дрелью в гараже, которые стоят дешевле принтера и с3.14зженных программ и времени на обучение печатанью. Если посчитать стоимость принтера, программ и проч. в пересчете на 1точилку для себя, то напечатанная точилка получится в разы дороже, чем честно сделанная в гараже из металла. А может даже и дороже, чем металлическая точилка, сделанная с помощью дяди Васи с ближайшего завода, если приравнять его услуги к стоимости не с3.14зженного, а лицензионного ПО. Ну еще бы. Он же не извёл полтора центнера филамента, экспериментируя с конструктивом. Он взял за основу разработанные камерадами точилки и разработал на их основе гибрид под свои условия изготовления (под 3д печать). С какого нуля то? Ты же вот про себя то небось честно пишешь: А он значит с нуля? Некрасиво это как то... А про сравнение стоимости "настоящих" металлических точилок со стоимостью "эрзац" точилок или чайна тормеков скажу так, много камерадов вообще точат ручками, имея всего три дедушкиных водных камня за три советских еще рубля, прекрасно обходясь без любых точилок. А ещё есть камерады которые не знают, что такое 3д очки, а не то что 3д печать, прекрасно точа ножи на одном бруске в сарае. Каждый производитель оценивает свой труд в свою цену. Одни покупатели любят арбуз, другие свиной хрящик. И покупают по своим возможностям и потребностям. Говорить, что вот эта точилка лучше другой, можно только учитывая субъективные запросы конкретного заточника. Мне вот как серпом по яйцам в нахваливаемой тобой точилке Чуче пластиковые зажимы, пружина ПУ и сование рук за нож при перевороте - никогда бы не купил сие изделие.
-
Напомнило (только язык корейский): ERYcPxCYJ97d63yp.mp4
-
При применении п/ш с внутр.ф3мм при первом же хорошем поджатии пружины, ф3 улетит к чертям вместе с подшипниками... При правильно подобранной паре (материалы и твердость) скольжения подшипники на штифте излишни, если только ты не собираешься вращать вал полтыщи об/мин. Сила трения штифта об опорные поверхности легко регулируется силой сжатия пружины на валу ПУ. Если не жалко времени и усилий, можешь конечно попробовать п/ш. Но тогда штифт рекомендую делать из 9ХС или из др. легированной попрочнее.