SegaD
-
Публикаций
2 634 -
Зарегистрирован
-
Посещение
Тип публикации
Форум
Календарь
Файлы
Блоги
Галерея
Все публикации пользователя SegaD
-
Нужна помощь профессионалов в выборе нового заточного приспособления
SegaD ответил в теме пользователя Сэмон в Заточные устройства
Оо, точилкоподбор открылся! @Сэмон , для правильного подбора прошу озвучить: 1)бюджет 2)длину используемых камней 3)зажимы для клинка (цельные (стальные или дюралевые)/составные/2узких или 1+1широкий) 4)ПУ: на шарике/штифте/подшипниках или без оных/более технически сложные варианты 5)СУ: роденд/вилочка/боковая призма/два цилиндра и другие более технически сложные варианты 6)рамка: цельная классика Ефима/составная классика Ефима/ось с лыской или ось квадратного сечения/две оси вертикальные/две оси горизонтальные 7)подъемник СУ: ручной по цилиндру/ручной по цилиндру с микроподъемом/ручной с винтовой подачей/ручной с винтовой подачей с микроподъемом/реечный от мелкоскопа/реечный самодельный с прямым зубом с боковвм маховичком/реечный самодельный с косым зубом с боковым маховичком/реечно-винтовой с маховичком сверху/впереди и т.п. 8)шток: 6/8мм, сталь/дюраль/титан/карбон/трубка или цельная/с узлом наклона для заточки в линзу или без 9)предпочтения в способе установки точилки (на стол/струбцина/присоска) 10)внешний вид ("дорого-богато" или "и так сойдёт") 11)способ хранения: полка в гараже+тряпка сверху/ящик или чумадан в квартире/полка в серванте рядом с тёщиным хрусталём/отдельный полированный стол в кабинете для удивления клиентов/ верстак с ежедневным использованием по назначению. Авто будет выбрать проще😆 -
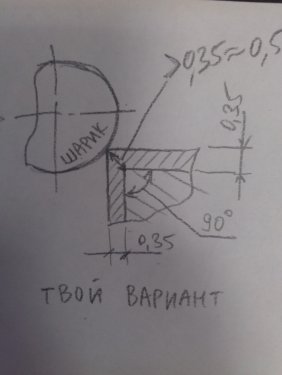
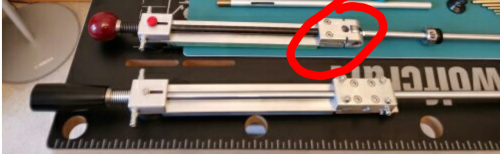
Поворот отверстий на 90 градусов только для того, чтобы конструктив рамки не менять и чтоб резьба на дорожки шариков не попадала. Андрей, за фото спасибо. На втором фото металл - сыромятина в состоянии поставки? А ты всё же попробуй конусные лунки или V-паз. И закалку единиц 38...42. Резьбу можно нарезать или заглушить асбестом, а уж развернуть центральное отверстие будет вообще без проблем.
-
А я слова "двоих потяну" прочитал как "двоих натяну"...
-
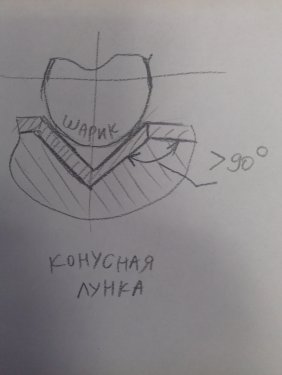
Вместо лунок имеем паз с вертикальной стенкой (90°) , в которую ударяет шарик. Лунка/коническое гнездо имеют стенку больше 90° и соответственно более устойчива к удару шарика. Тем более у тебя этот угол упрочнен до 70 единиц, и вершинка (на глубину 0.5мм) хрупкая как стекло. Сначала скол вершинки, а под ней только 30единиц. Может имеет смысл этот диск с пазом под шарики сделать с нормальной объемной калкой без ХТО? Ну или всё таки конусные лунки. А резьбу на другом диаметре и повернуть на 90°?
-
Обо всем, что можно использовать для точилок
SegaD ответил в теме пользователя ART в Заточные устройства
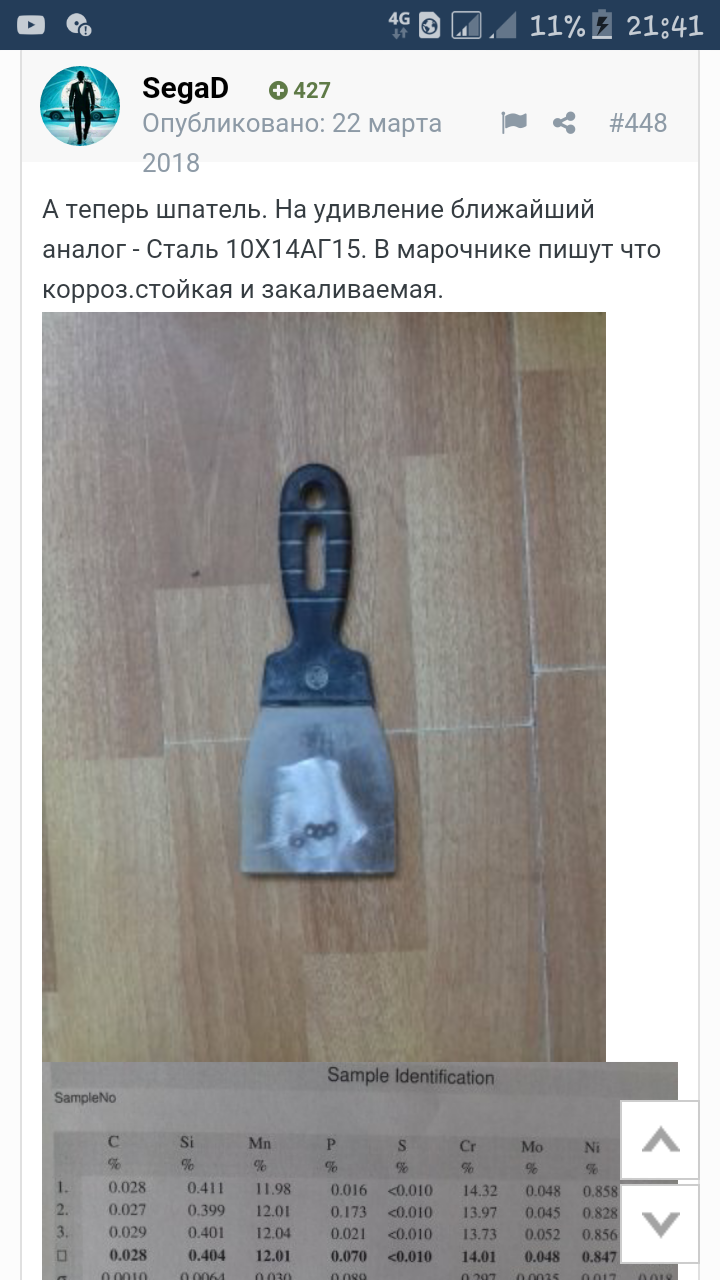
Шпатель шпателю рознь: https://rusknife.com/topic/21216-обо-всем-что-можно-использовать-для-точилок/page/15/?tab=comments#comment-771920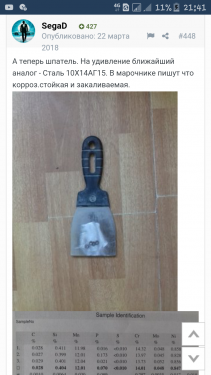
-
Андрей, фиксирующие места для шариков - это лунки под шарики? Получается основной металл 30HRC и поверхность на глубину 0.35мм 1000HV? Т.е. под плёнкой ~70HRС металл с твёрдостью 30HRC? Не знаю как карбонитрация, но вот при азотировании ФОД основной металл всё одно мы калили единиц на 10-20 меньше требуемой твердости после азотирования (т.е. основной метал 48...52НRC, a пленка давала под 70. У тебя шарик в ПУ имеет твердость 64единицы, он и продавливает локально плёнку 70единиц, т.к. основной металл (под пленкой) при 30НRC не имеет нужной прочности. Как бриннелевский индентор в твердомере.
-
Вспомнилось после смешариков и колобка: "Однажды встретились Иван-царевич и Бэтмен. Встретились и поженились. А что? Иван то неприхотлив - ему что лягушка, что летучая мышь"😊. Фу...
-
Нет у меня 3Д принтера, потому и модели мои под то, что валяется под ногами и к чему есть оборудование. Сейчас из прямоугольных труб (отходов проекта Хоругвь пожарника) разрабатываю точилку (и времени на неё не хватает). Как закончу - может и нарисую своё видение точилки-мыльницы для 3Д печати.
-
Еще проще и тоже без погрешностей - апексоид с прихватом и регулируемым упором. Но ведь хочется зажима такого, чтоб и клин зажимал, и в поворотку Ефимовскую влезал, и на дудЕ играл😆.
-
Обо всем, что можно использовать для точилок
SegaD ответил в теме пользователя ART в Заточные устройства
Эти леруа мерленовские - не кошерные - пластиковые (причём из термопластичного пластика, и резьбу М4 на М6 вряд ли перережешь в нём). А по 90р - кошерные - из кетайского палисандра 😊, покрытого 5 слоями рояльного😊лака. Вах! Но тож пойдут на безрыбье. -
Арбайтен, арбайтен унд нох айн маль арбайтен, ви загт унс партайгеноссе Ильич.
-
Это дедушка канала Рен-тв - Серёга ака "Ленин-гриб".
-
@SnowSnake , вот тест камерада на живучесть ПУ на шариках по ссылке пост #135 https://rusknife.com/topic/23090-продам-точилку-с-поворотным-механизмом/page/5/#comments. Правда фоток после теста пока нет. Можно поставить не штифты по бокам, а шарики (а лучше пины с шариковыми наконечниками) прямо в рамку, а в корпус под них калёную (сменную) шайбу с лунками прикрутить. Можно рамку сделать вращаемой на п/ш на невращаемом валу. Много чего можно, но не в этой теме. @SnowSnake , Серёга, делай свою тему и там обсудим, а то обсуждать здесь узлы точилок, не имеющих отношение к точилке ТС - оффтоп. Сергей @Tamtek использует технически верное и самое технологичное решение узла ПУ для оборудования его мастерской, что подтверждено количеством эксплуатируемых точилок его конструкции. У камерадов с другой технической и материальной базой будут и другие варианты узлов ПУ.
-
Обо всем, что можно использовать для точилок
SegaD ответил в теме пользователя ART в Заточные устройства
Я то купил не для ручки, а для использования по назначению (иглодержатель, шило и т.п.). Но там по 90р полно было вот таких коротких (без цанговой вставки):
-
Обо всем, что можно использовать для точилок
SegaD ответил в теме пользователя ART в Заточные устройства
Ну раз речь пошла о ручках для камнедержателей, то вот такая в комплекте с двумя цангами была куплена сегодня в инструментах для ювелирки: Цанги пружинные, каленые, оксидированные. Деревяха лакированная. Цена - 130р. Была такая же без цанг и резьбы с головкой. Просто с оковкой. Цена 90р.
-
Андрей, а где именно появился люфт? И можно для интересу фото дорожек от шариков покрупнее? А в чём был сакральный смысл термообрабатывать сталь до 30 роквеллов, если она вроде в состоянии поставки единиц 20-25 по роквеллу (в пересчёте с бриннелей конечно)? Что за сталь то, и почему ее нельзя было закалить единиц до 40-45 по роквеллу? Какое именно упрочнение проводится и на какую глубину вместо объемной закалки?
-
Мы не какие-нибудь... Культурно отдыхать умеем!😆
-
Саша, видео - супер. Музыку надо заменить на эту из Космической одиссеи 2001 Стенли Кубрика: Рихард Штраус умер в 1949, поэтому музыку можно смело копипиз*ить хоть Кубрику, хоть Ворошилову, хоть тебе, Саша😆.
-
Не совсем по теме, но: Пружина внутр.диаметр 8,2мм, диаметр проволоки 1мм, длина в растянутом сост. 31мм, в сжатом - 10мм. Крайние витки поджаты с двух сторон. Рекомендую.

-
Не не, это конечно не напечатанное, но как идея для развития 3Д точилкостроения вполне годится. Вперед добавить выдвижной столик с прихватом. Верхнюю выдвижную штангу сделать с защелками на разную высоту. СУ переделать для поворота во второй оси... А то тема называется то красиво, а дальше замены фрезерованных/точёных деталей точилки свеженапечатанными камерады как то не ушли.
-
Ну это уже не совсем апексоид. Точнее совсем не апексоид. @Vaska_257 , ты кажется совсем ушёл от названия темы. Впереди десять дней дуракаваляния, поэтому подборошу дровишек в огонь темы, чтоб мысли камерадов не закисли от оливье. Вот как я бы напечатал апексоид, имея 3Д принтер:



-
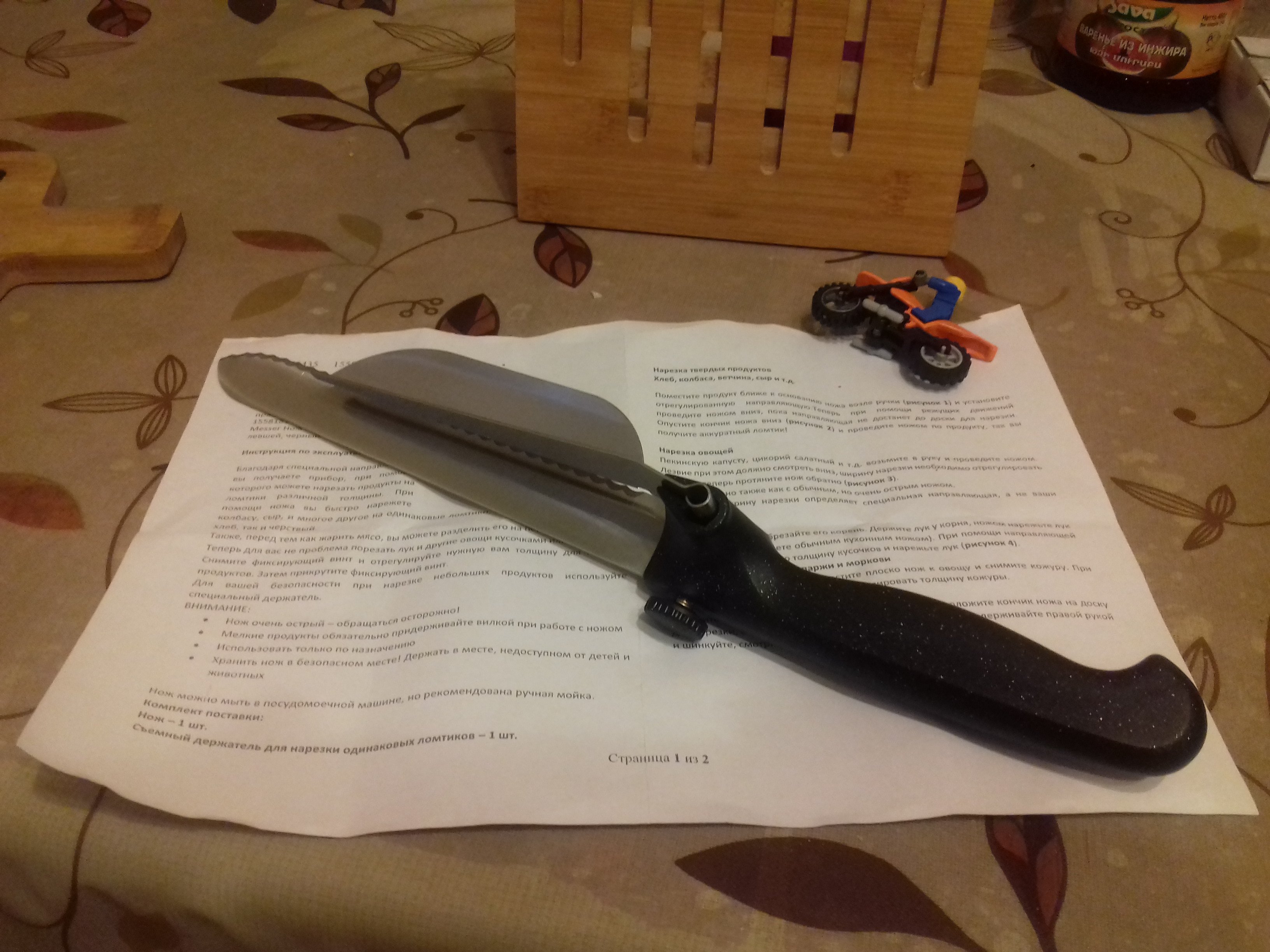
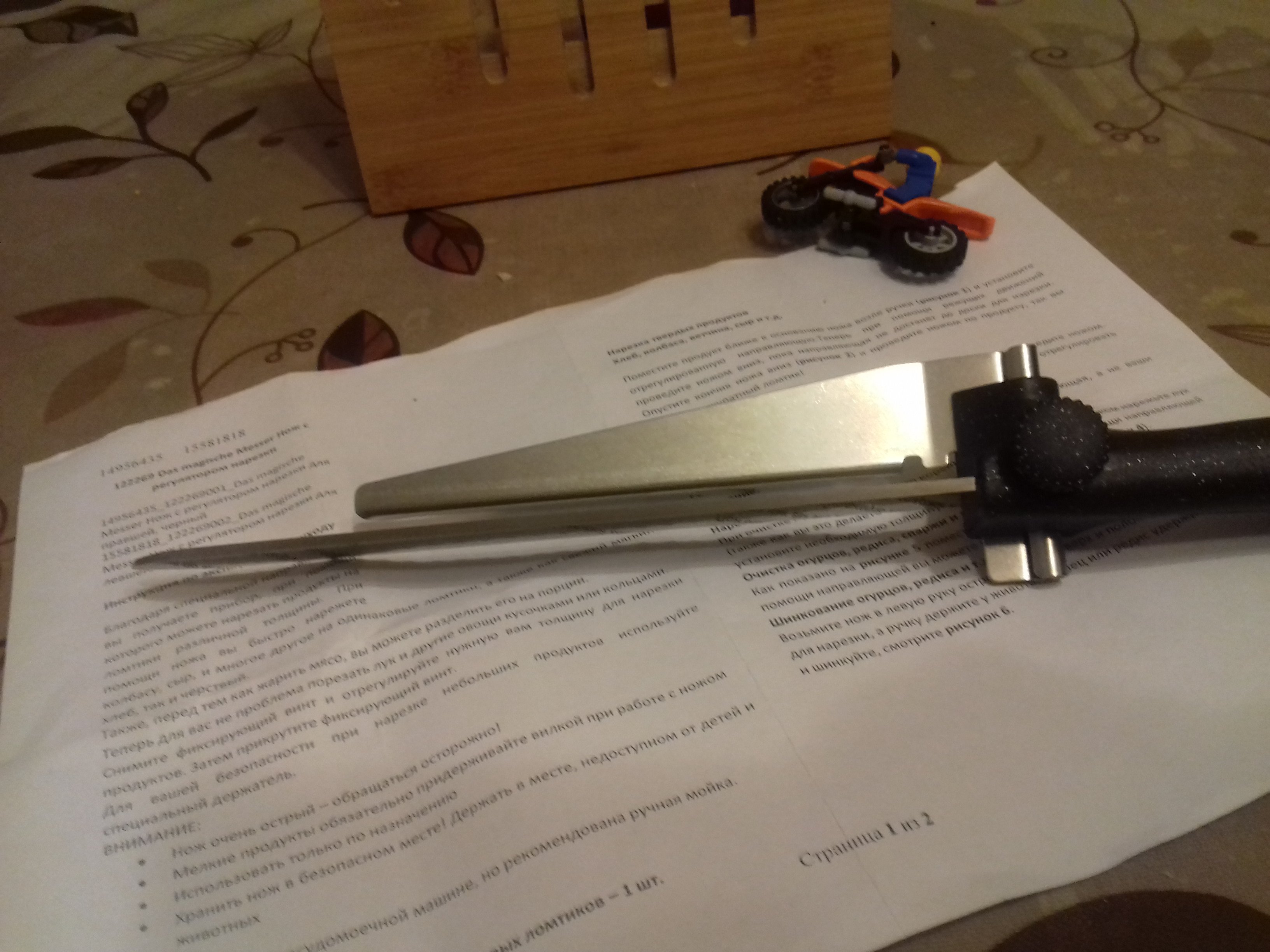
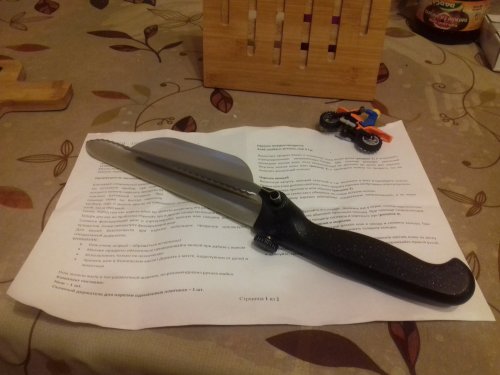
А вот такой нож с приблудой для регулируемой толщины нарезки попался мне надысь:


-
Обо всем, что можно использовать для точилок
SegaD ответил в теме пользователя ART в Заточные устройства
На днях подвернулся шарик от шарикового дезодоранта - из прозрачного акрила - лёгкий, прлчный и бесплатный. Просверлить, нарезать резьбу и использовать по назначению. Особенно стильно будет смотреться с полупрозрачными точилками типа Юры Ермака. Но надо смотреть - в другом шарике попалась пара пузырьков воздуха 5...8 мм диамером. -
Если просют сделать и не знают, под какими углами гнуть шток, то я б посоветовал дальний камнедержатель сделать конструкции Виктора Демидова (Grid-Viva последней генерации): И можно будет поиграться с разными углами наклона штока/радиусами линзы.
-
Владимир, я же никого и не агитирую в адепты этой системы. Я попробовал сделать шаг в эту сторону. Сделал выводы. Для быстрого и удобного позиционирования камня (без спейсера) у меня есть новые идеи. Когда нибудь реализую и расскажу.