SegaD
-
Публикаций
2 632 -
Зарегистрирован
-
Посещение
Тип публикации
Форум
Календарь
Файлы
Блоги
Галерея
Все публикации пользователя SegaD
-
Искусственно состаренные пойдут оба. В95 будет лучше японской зеровской дюрали 7075.
-
Точно:
-
Для сырой стали не пойдёт. Конфигурация окна не та. Да и после вырезки на эрозии из цельного закалённого куска по контуру на этой фотке будет швах. Надо оставлять перемычки, делать термостабилизацию в зависимости от материала, затем срезать перемычки. А иначе усики губок раскроются и будут в разные стороны смотреть.
-
При правильном конструктиве подойдёт например любая сталь. Толщину перемычек (которые обеспечивают пружинение) надо делать оптимальной (достаточно толстой для отсутствия остаточных деформаций и одновременно достаточно тонкой чтоб можно было стягивать винтом М5...М6) и угадать с формой окна. Всего то😆 И если зазор будет 4мм, то не пытаться зажимать туда 8мм клинок😆. Может даже придется делать комплекные губки 0...2мм, 2...4мм, 4...6....
-
Юра, медь диссонирует по цвету с латунными втулками и винтами. Надо поменять на латунь. Или, т.к. у тебя роденд в СУ, попробуй дисковый горизонтальный угломер моей конструкции. Он же будет и отличной парковкой. И функциональнее, и плотнее конструкция смотрится.
-
Сыпучка. Вот про ее сестру:
-
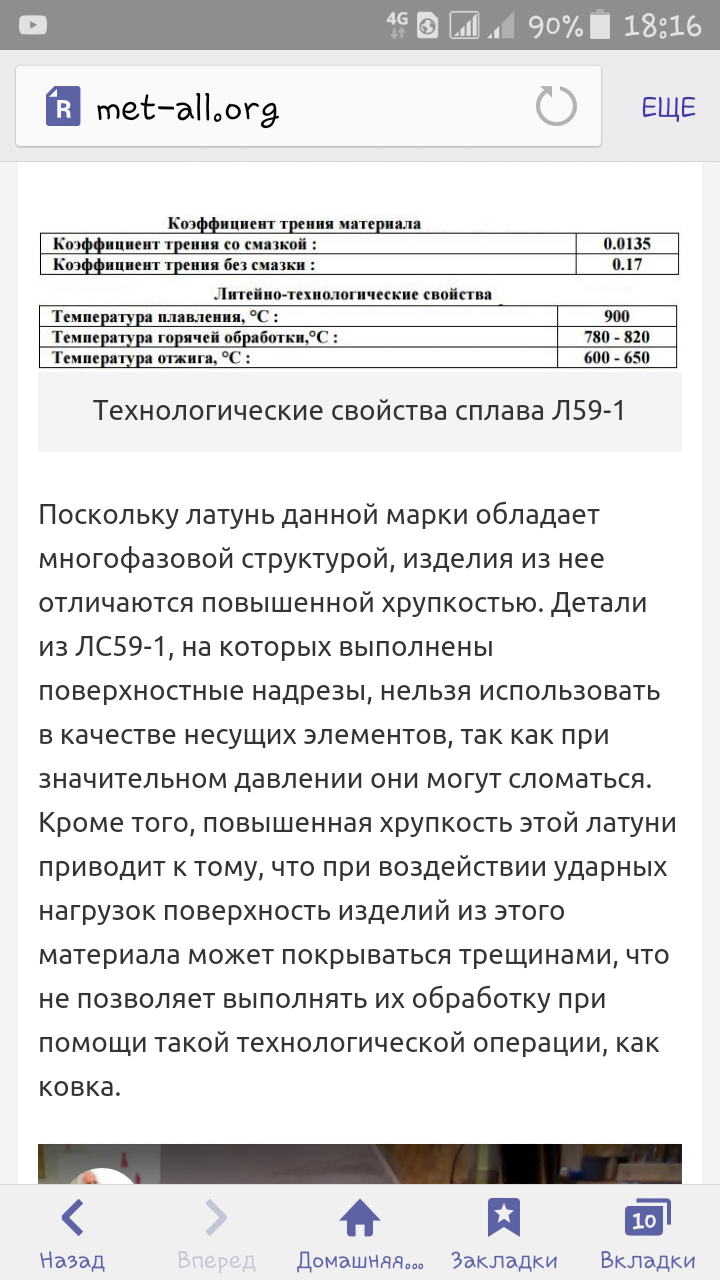
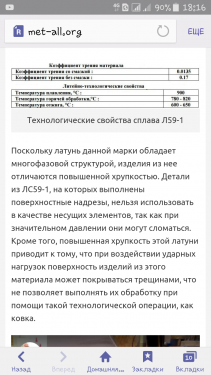
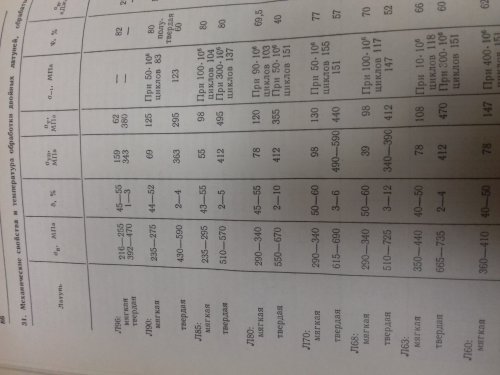
Это уже не двойная, а тройная латунь. Модификация решетки свинцом напрягает решетку, тем самым уменьшает пластичность и улучшает обрабатываемость резанием и механические свойства. Плюс еще свинец даёт антифрикционные свойства. Латуней же 100500 видов. Каждая хороша для своего дела. Двойные в основном для деформирования давлением и детали без нагрузок. Типа самовара или самогонного аппарата. Тройные и многокомпонентные же латуни для специальных применений. Например в ЛАЖ60-1-1 алюминий даёт прочность, а железо измельчает зерно, тем самым еще повышая прочность. Или вот ЛС59-1, столь любимая Тамтеком и токарями, применяется для крепежных деталей, зубчатых колёс (я на миксеры-мясорубки при Союзе ставил), втулок пар трения. А вот Л63 в зубчатых колесах, втулках и винтах недолго проживёт. Потому и на цельные губки Л63 не факт, что пойдёт. Сделать то можно, но вот как будет работать? И сколько времени?
-
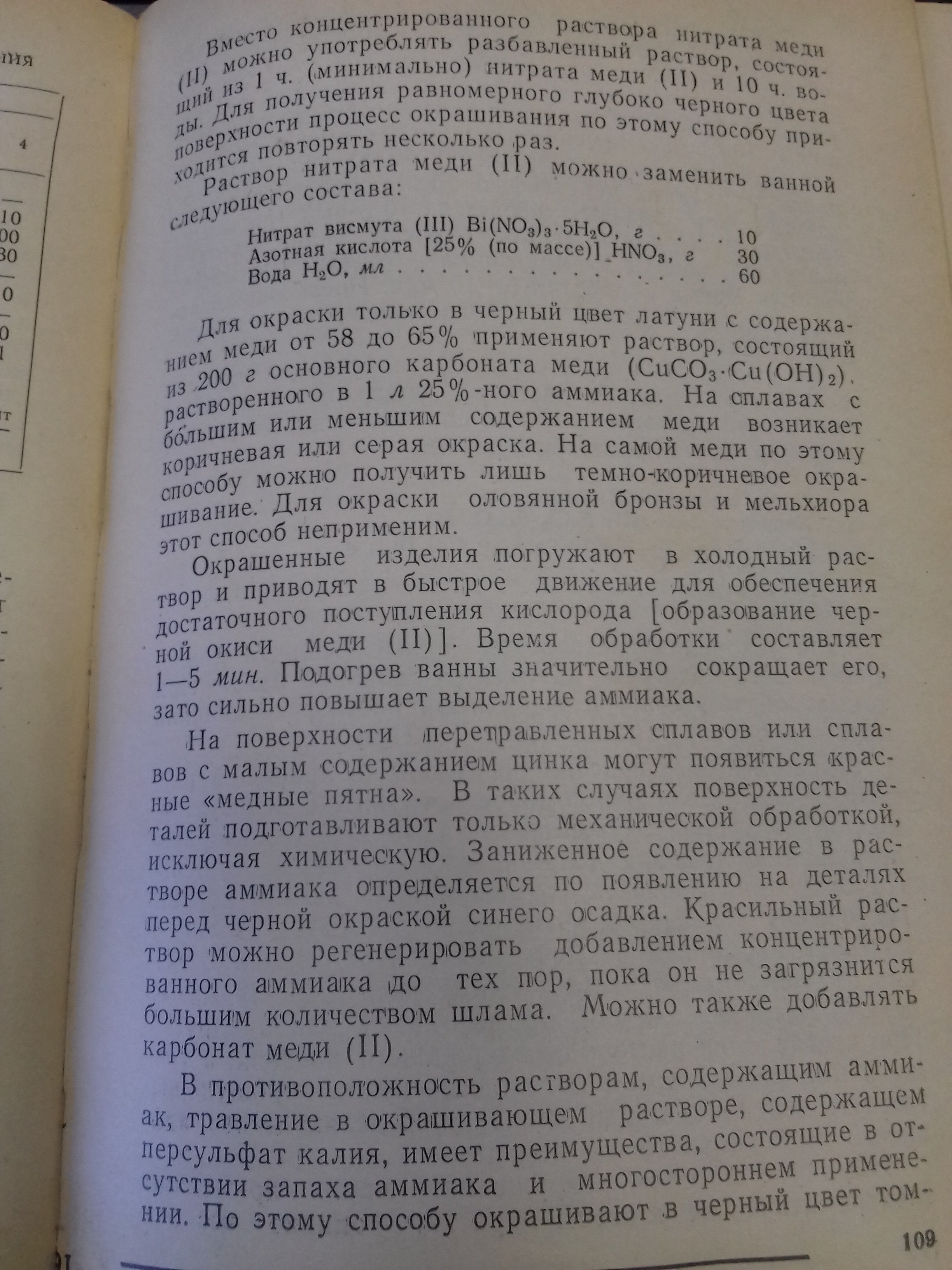
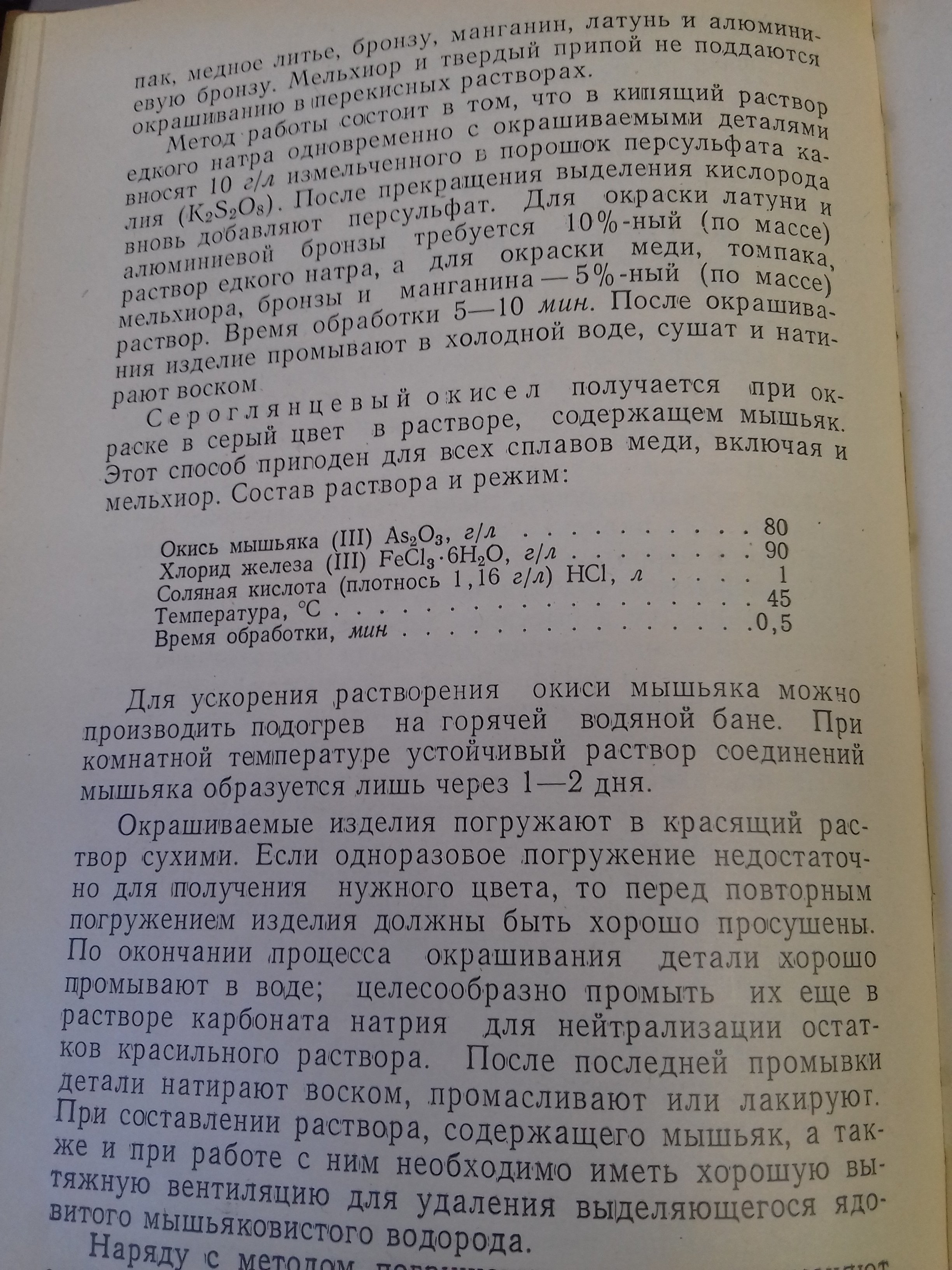
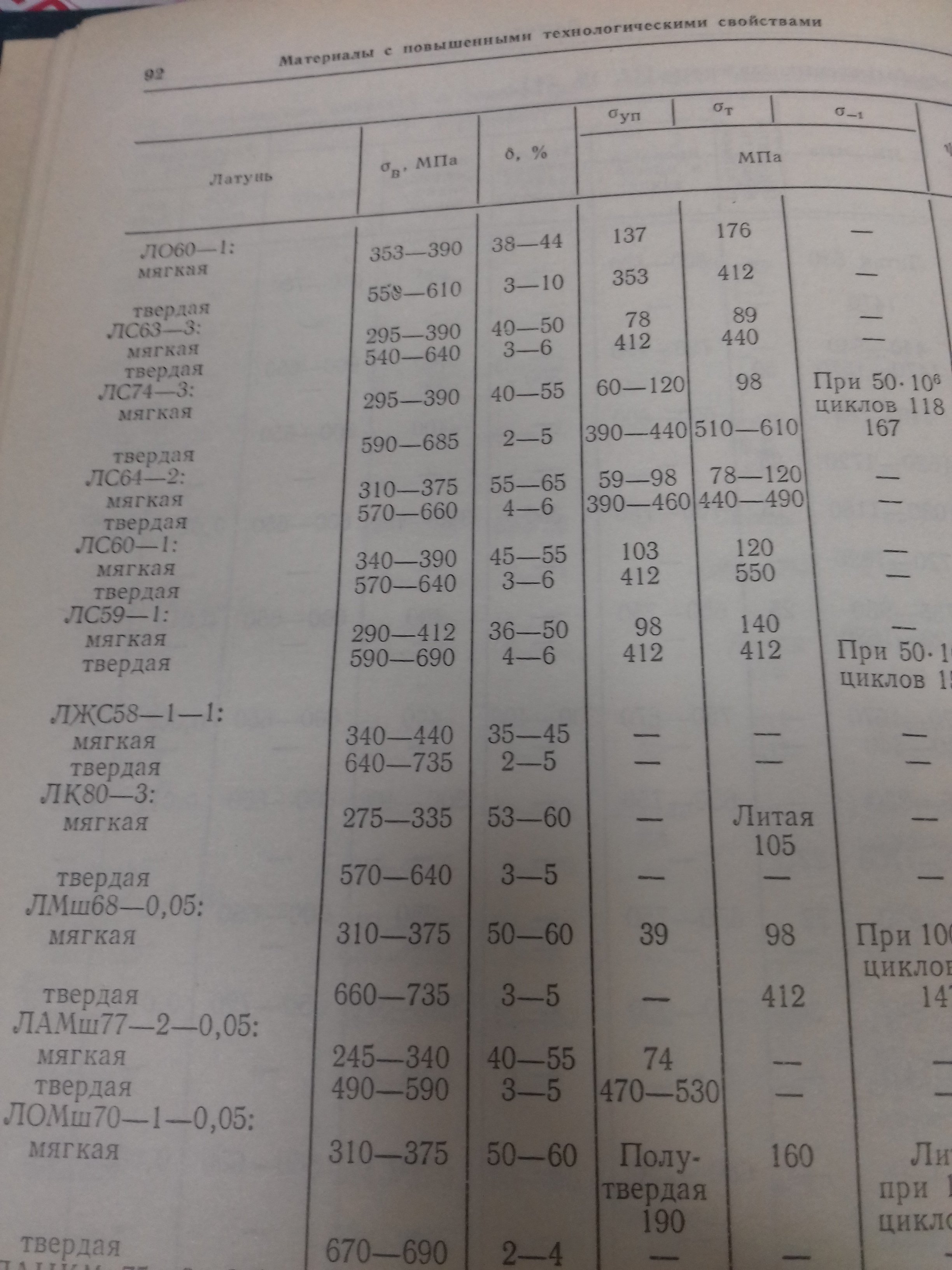
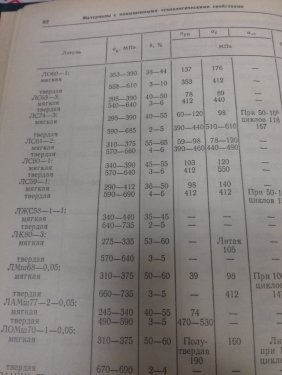
Плохо. Небольшой урок материаловедения. Двойные латуни, в которых цинка меньше 39% (все томпаки, полутомпаки и латуни от Л80 до Л60 имеют гранецентрированную крист.решетку, т.н. альфа-решетку со слабыми связями, и поэтому обладают хорошей пластичностью. Цельные губки из них не есть зер гут! А нагартованные двойные латуни Л96...Л60 могут показаться при фрезеровке достаточно прочными, т.к. имеют искаженную нагартовкой решетку, но без специальной т/о после мехобработки могут лопнуть при знакопеременных нагрузках в самый неподходящий момент. Леонид130, ты выбрал Л63 - цинка в ней 37%. Вот и думай. Две мои таблички вчерашних из умной книги подтверждают сей неоспоримый факт.
-
А что если вместо пружины на шток поставить буферов из резины от ластика или полиуретана из ремонта обуви между шайбами? Доступно. Современно. Модно. Молодёжно.😆
-
У латуни и алюминия эл.сопротивление сравнимо с сопротивлением проволоки, поэтому при разряде проволока выгорает интенсивнее, точность и качество реза хуже и процесс медленнее. Собрать пачку на винты. Разметить и просверлить (желательно на координатке) отверстия для захода проволоки в отверстия/пазы и на сам контур в пачке. Составить программу с базой с учетом сверленых отверстий. И получить пачку пластин с точностью 5-10 микрон. Только нафига это надо, если достаточно нарубить/нарезать плакеты, выравнять контур на гриндере/напилингом, разметить и просверлить.4 пластины с точностью плюс-минус 0.5мм вполне нормально. А и нет никакой мороки. Матрицы/пуансоны/обоймы режутся проволокой уже калёные. После вырезки их надо отпустить 300-400градусов , чтоб снять напряжения. И резьба режется в них нормально, т.к. прокаливаемость у них небольшая, при толщине губок 25 -30мм сердцевина будет всего единиц 45 при калке на 55-60 единиц. Самое главное - материал дармовой - при вырезке окна серединка уходит в отход.
-
А вот что удалось в Новосибирске:
-
В дозаторах жидкого мыла дофига нормальных пружин сжатия на шток 6мм. Достаются легко😊
-
Из латуни марки КЕ можно получить результат ХЗ какой. Потому что: Особенно рекомендую обратить внимание на 3й и 4й столбцы. Леонид, имея доступ к ЭЭО проволочному станку почему бы вместо латуни не попросить эрозиониста вырезать цельные губки из стали Х12М или У8А? Наверняка на этом станке часто режут матрицы/обоймы всяких вырубных штампов. Окно в матрице или обойме всё равно идёт в отход. Будет дешево и сердито. Даже сталь45 закаленая из отхода обоймы нормально будет на губках пружинить. Пысы: Правда резьбу резать придётся по калёному в олеиновой кислоте и пару метчиков испортите
-
Вот вместо этой пружины-пластины и поставь полиуретановый/резиновый буфер на вал. Можешь конечно вместо буфера пружинную шайбу поставить. Но она тебе дюралевый корпус быстро разлохматит. Придумать можно чтоб не разлохматило (втулки на вал и стакан в корпус), но будет сложнее. А с буфером результат быстро и недорого.
-
Серега, я имел ввиду, что зря тратишь время не на моделирование вообще, а на моделирование поведения резьбовых деталей в отверстиях, т.к. обычной программой не учитываешь зазоры в резьбах по среднему диаметру. В Нижнем же навалом магазинов крепежа. Вот лет 15 назад я покупал прочный крепеж у вас на вюрсте или на красной этне. А сейчас их даже в Чебоксарах я знаю 3места. А уж в Нижнем их наверно десятки сейчас. Ищи и обрящешь😆
-
Зря тратишь на это время. Зазоры по среднему диаметру резьбы не учтёшь ни в какой программе. Не ради креста или шестигранника показал я сё, а ради необязательности зенковки впотай. Шестигранник не хиленький в нём, а правильный. Скорее всего мебельный винт и закручиваться должен в силуминовую ответку (маму). Правильно заметил, что крест при большом моменте вылетает или мнёт крест. С шестигранником такое не прокатывает. Потому с шестигранником большим, да ещё на винтах повышенных классов прочности, при использовании на дюралевых или амг-шных губок можно легко сорвать резьбу. Особенно Г-образным ключом, а не отверткой. Из тех же соображений М5 а не М4. Шаг у М5 больше, значит и резьба на срез прочнее (на маме). Всякий винт надо применять с умом. Иногда проскакивают здесь на форуме камерады с сорванной резьбой в губках - это как раз привет шестигранным головкам винтов 10 или 12 класса прочности и Г-образным ключам.
-
И такие же по глубине но на 3 секции вдоль крышки:


-
заточка ножей и ножниц Заточной своими руками
SegaD прокомментировал запись в блоге пользователя Alekseytmf в Alekseytmf
А для чего поставил втулку между основанием и струбциной? Можно было обойтись без неё... И на планку для зажима ножниц добавил бы резьбовое отверстие с винтом для разжима рычага. -
А можно еще обойтись без винтов с внутренним шестигранником и без зенковки. Вот таким винтом с пресс-шайбой под крест филипс М5. Отверстие под него сверлил ф5.8мм. Прекрасно справляется с зажимом губок и не мешает при малых углах.

-
Нихрена они не дюралевые и не шлифованные - прессованный АМг.
-
А где тема то? Там окромя заставки с ноутбуком ничего нет. Или это сейчас такие блоги?
-
Всё так, Владимир, всё верно... Но вот удовольствие, с которым качественно заточенный (особенно тобой) нормальный (не обязательно ведь дорогой) нож входит в разрезаемый кусок мяса или пластует перец не сравнить ни с чем. А это дорогого стоит. Даже супруга теперь научилась откладывать тупые ножи в сторону и просит заточить её любимые ножи "нормально", а не пользуется роликовым суррогатом. К хорошему то привыкаешь быстро. А раскусив хорошее, уже не остановиться... Точилка - всего лишь инструмент, позволяющий чуть менее ленивым (а может просто более ценящим свой труд и своё время) людям более удобным и правильным (но не более простым и дешёвым) способом приблизиться к цели (понятию) "хороший нож". И, как ты правильно заметил, у каждого это понятие своё. Потому то и у каждого свой путь достижения (приближения к) этой цели.
-
Саша, вот не надо было делать точилку так прецизионно точно на микронных станках, тогда б и инерционного (а не инертного) дребезга не было бы. Для устранения его самое простое - поставь в корпус латунный винт скажем М6, который будет тормозить вращение вала ПУ (и подкручивать его по мере износа). Ну или втулку из полиуретана на вал ПУ между п/ш (подкручивать не надо, но придется угадать натяг). Или третий вариант сложнее - в пазах под п/ш на корпусе сделать освобождение на ширину п/ш, чтобы в паз ложился штифт, а не п/ш, а п/ш-ки только работали при движении до паза (а дальше - сам штифт).
-
точилки Заточные Устройства ТокБил / Expedition
SegaD ответил в теме пользователя Andreas Wall в Заточные устройства
Хммм. Малютка Джо! Это зачёт! Тогда первая точилка должна называться " black-n-grау giant"😊. Андрей, молодца! -
Саша, а когда п/ш в пазах, то между обоймами п/ш и штифтом есть зазор?