SegaD
-
Публикаций
2 629 -
Зарегистрирован
-
Посещение
Тип публикации
Форум
Календарь
Файлы
Блоги
Галерея
Все публикации пользователя SegaD
-
Сергей , еще немного уточнить надо: "... и некурящая жена на газоне под балконом."
-
Обо всем, что можно использовать для точилок
SegaD ответил в теме пользователя ART в Заточные устройства
А там в точилке ГиП ничего не разобрано. В кейсе лежит комплект точилки+угломер кубик+отвертка с ключом+ в синей коробочке дежурные камни на бланках. На Ш-2 лежит ещё спейсер. Только масленку добавляю когда беру из дома. Стойка СУ вставляется как магазин АК, только сверху. Ну и губки 2мя барашками собираются с рамкой. Сборка - 5секунд на всё про всё. Для транспортировки и хранения набора рабочих камней успешно использую большие синие коробочки от оправок/фрез и т.п. Туда 4 камня входит по сторонам квадрата рабочими поверхностями к пластику, и в серединке еще брусок КК влазит. Оченнно удобно. А сохнут на газетке на подоконнике и не разбегаются😆
-
Обо всем, что можно использовать для точилок
SegaD ответил в теме пользователя ART в Заточные устройства
Ну это вопрос спорный:


-
Обо всем, что можно использовать для точилок
SegaD ответил в теме пользователя ART в Заточные устройства
Да я не отговариваю Snowsnak'a, просто чтоб другие не повторяли, тщательно не взвесив все плюсы и минусы применения разных покупных недешевых приблуд для точилок. Может у Snowsnak'a замысел какой то свой оригинальный. Финальное фото точилки покажет. А насчёт А столик то там есть😆:
-
Обо всем, что можно использовать для точилок
SegaD ответил в теме пользователя ART в Заточные устройства
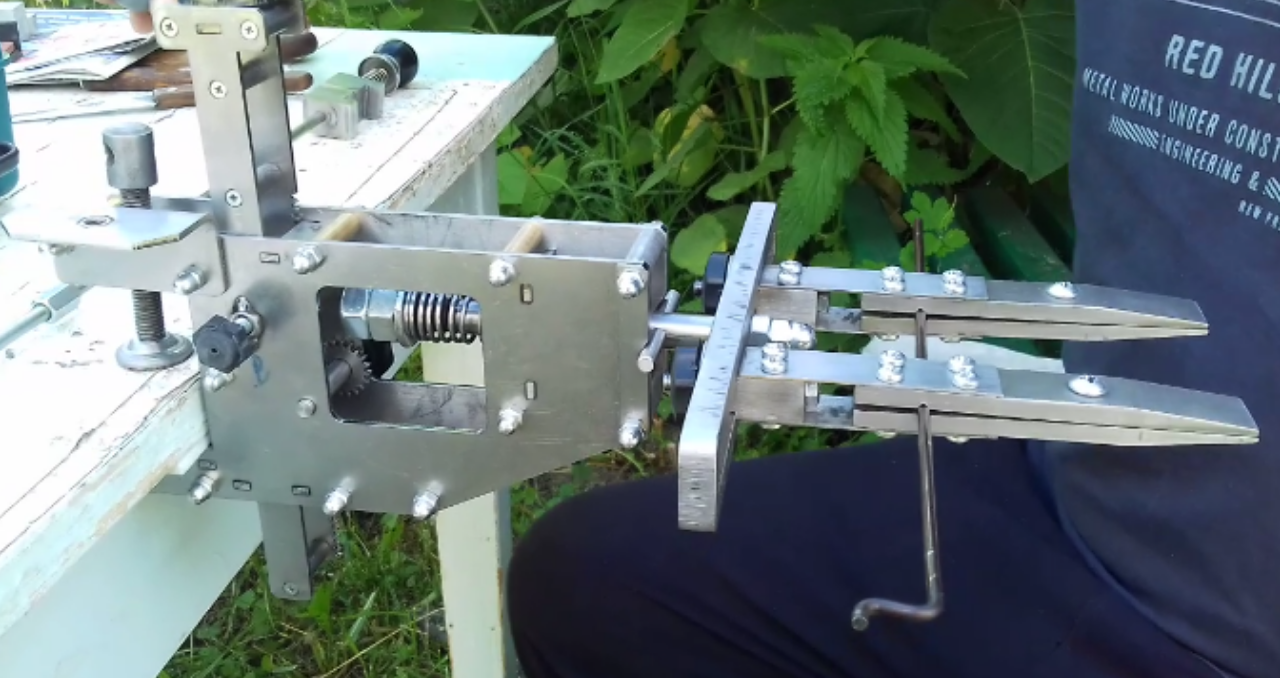
Юра, у шарнира высота 98мм плюс 10-15мм основание для ПУ и СУ плюс 20-25мм до центра вращения ПУ. Итого 120-140мм от нижнего основания до оси ПУ. Не, ну если блин от штанги есть или кусок гранита, то оно конечно... кому как нравится. Мне лично струбцина нравится больше блина😊. У тебя то Юра наклон корпуса ПУ получился как приятная бесплатная опция к корпусу. И ножницы поточить можно. А тут Snowsnake потратил на шарнир 2килорубля, чтобы прикрепить к шарниру как он пишет "площадку длинную (тоже недорого стоит) на которую посадить и ПУи СУ, как делается в случае с панавайсом" , а зачем? Наклонив "площадку с ПУ и СУ" ножницы не поточишь... Нее, красивая конечно вещица, слов нет. Но, КМК, не столь уж целесообразная в точилке... Кстати, единственное, что с такой фичей можно будет сделать - это за счет наклона площадки поэкспериментировать с заточкой при горизонтальном штоке. -
Обо всем, что можно использовать для точилок
SegaD ответил в теме пользователя ART в Заточные устройства
В точилке чем ниже центр масс, тем более лучше во всех отношениях. Шарнир добавляет 100мм к высоте, давая мнимое (весьма спорное) увеличение функциональности точилки. КМК. -
Мужики, нашел отличное средство от похмелья. Слушать с 1:38 до конца. И не благодарите!😆
-
Еще про эти забыли:
-
Не, ну то что этиловый спирт - есть яд и без наркологов и буденных ясно. Можешь не спрашивать. Медицинский факт - этанол убивает клетки. Причём любая доза убивает клетки. Если ставить вопрос - что вреднее организму: 100грамм нормальной 40° водки или эквивалентно в пересчете на спирт качественного самогона 55°, то оба убивают одинаковое количество клеток и их действие одинаково. А вот импортные самогоны (виски/коньяки и т.п.) в эквивалентном содержанию этанолу количествах однозначно вреднее, т.к. примеси содержащиеся в них вдобавок разрушают клетки-фильтраты почек и печени. Буденный писал вот об этом. Но все сорта говна одинаково пахнут нехорошо. Какой кому запах нравится - решать индивидуально. Но повторюсь - всё есть яд и всё лекарство - вопрос в дозе. Если выпить за раз 8л воды - тоже сдохнешь. Сори, тоже не посмотрел на тему. Можно потереть.
-
Он там и пишет, что любая наша ректифицированная андроповка-табуретовка (но водка) лучше (для печени) ихнего суррогатного самогона, выдержанного в бочке из самого дорогого дуба. А грамотно по технологии сделанный самогон (дистилляция) все одно поевосходит любой их суррогат (который дубят/ароматят/настаивают только чтоб отбить запах сивушных масел, остающихся там из-за несоблюдения технологии дистилляции). Кстати недавно был в Абхазии на винзаводе (шато-мато-как то так) и тамошняя чача - прозрачная и не отдает ни виноградом - вообще ни чем. Каким и должен быть правильно дистиллированный сэм.
-
Когда я был молод и горяч и работал в серьезной конторе с 4мя эрозионными (2 проволока и 2 прошивка) и имея под боком ящик отходов бёлеровской и уддехольмовской сталей, я, дурак, сделал один только сапожный нож из К340. Ножи меня тогда мало интересовали - больше женщины. Дааа😕. Спуск односторонний тоже резал проволокой, чтоб шлифовщиков не беспокоить. А на прошивке еще была ванна пикаген - эрозионная алмазная полировка. Эх, жаль нет машины времени😊...
-
ЧНХВ = Чем наш хуже вашего?
-
Вот-вот Буденный и пишет, в чём "правильность" сэма. И почему он правильнее заокеанских суррогатов типа виски/рома/кальвадоса и т.п. Кстати, мой дед называл сэм ЧНХВ. Знаешь, как расшифровывается?
-
Буденный - самогонщик еще тот. Сделал аппарат размером с губную помаду производительностью по памяти 3литра сэма в час. В союзе году в 1980-м. С контроллером температуры на лампах. Он какой то математик-электронщик был. Какую то схему изобрел, его не поняли и из союза во францию выгнали. Я читал давно в 90-х в "изобретателе и рационализаторе". Может что и напутал уже. Но смысл его статей - водка, а тем более любой русский самогон - лучше любого вискаря/бренди/рома и т.п. и он там пишет почему с точки зрения физика-изобретателя. Про температуру возгонки, которую надо выдерживать. Про ректификацию спирта. Про водку из опилок. В номерах 2-3х была статья. Потому и написал "закончим", что прочитав Буденного, не придется никому доказывать, что сэм - лучший из алкогольных напитков. Он там это по полкам разложил. Хотя этанол и считается ядом. Но: "всё яд и всё лекарство - зависит от дозы принятого" (с)Парацельс
-
Насколько я по рабоче-крестьянски понимаю ФТТ: При деформации крист решетки изменяется расстояние между атомами и соответственно орбитами электронами элементов. Изменение расстояния приводит к изменению силы взаимодействия между электронами (атомами). Решетку сдеформировали, приложив энергию из вне (зерном абразива). Чтобы решетка прочно держалась, электроны металла должны вернуться к стабильному состоянию, т.е. к прежним расстояниям между ними. Электроны - своего рода клей между атомами крист решетки (за счет ЭМ сил взаимодействия). При движении электронов на прежние (стабильные) орбиты и выделяется энергия. В металлах клей - это электроны. В диэлектриках это фононы. В Морозове подробно написано. В гугле по тем же ключевым словам есть еще статья из Науки и жизни про взрыв крист решетки. В ней понимание процесса описано тоже хорошо применительно к снарядам из ОУ.
-
Сори, ссылка на учебник Морозова вот https://mipt.ru/upload/medialibrary/10c/sol.st.phys.1.pdf&ved=2ahUKEwiwpPf9mu7kAhUDcZoKHbWxCY0QFjAIegQICBAB&usg=AOvVaw1tbSmBIvIuSOVbRx9bkyDk Но по ссылке в предыдущем посте аннотация статьи и первые пара абзацев тоже в тему.
-
Вот нашел предложение (не реклама) станки ЭЭО Доминик DK77 - стандартная толщина реза 600мм опция до 1000мм! Правда точность позиц 0.015мм/300мм и повторяемость 0.01мм.😕 проволока молибден долгоиграющая. Кто нибудь работал с таким?
-
Для скептиков рекомендую погуглить по запросу "выделение энергии при нарушении кристаллической решётки". Или хотя бы учебник по ФТТ Морозова по первой ссылке оттуда http://journals.ioffe.ru/articles/viewPDF/44834&ved=2ahUKEwi0su_Kk-7kAhW2xMQBHe5HAtYQFjAAegQIBBAB&usg=AOvVaw2IvqRAbVgIuYbsK-s0yjNV Узнаете много нового интересного. Про крист решетки - со с.3. Про алмаз и углерод в картинках - с.56. Про модуль упругости металлов и энергию кристаллической решетки металлов и диэлектриков (электроны и фононы) - ближе к концу методички😆
-
У нас был Шармий швейцарец он резал 200мм толщину. Мог даже без погружения резать, проволока в струе воды шла. Полгода назад китайца предлагали 300мм толщина резки. Резка молибденовой бесконечной проволокой. Точность не знаю только. Пысы: эти посты бы перенести в существующую тему "Лазер в нашем деле". Чтоб тему про хорошую точилку не заси*ать. Перенёс.
-
Жена предположила, что он скрывается от алиментов... А дело, оказывается в старом телеке! Я ей давно намекаю про 5К, а она - купи очки! Спасибо, Сергей за подсказку!
-
Этот кадр из какого то департамента (природоохраны вроде) учил по телеку утром тушить лесные пожары. Я подавился овсянкой😊. Кот Базилио вместе с Ляпсом нервно курят в сторонке.
-
На ЭЭО тоже место входа и выхода не всегда норм. Тоже ручками дорабатывать приходится прямой участок, оставленные перемычки. Особенно если большая толщина или длина заготовки. Главный плюс ЭЭО - деталь можно сразу каленую резать окончательно - термического влияния нет, т.к. резка в воде. Ну и точность 5мкм.
-
Посмотрите лучше - сегодня утром по телеку я видел ВСЁ!!! Аааааааааааа!


-
Почитайте Анатолия Буденного "Самогон как средство самоутверждения" и закончим на этом.
-
Зерно алмаза имеет меньшие радиусы и бОльшую твердость, тем самым совершая бОльшую мгновенную работу по сравнению с зерном синтетических абразивов, а значит и давая бОльшую мгновенную температуру в зоне резания. В добавок у алмаза при мгновенных температурах 700-800°С имеет место деструкция его в углерод и миграция углерода в дефицитные зоны стали, а железа в дефицитные зоны алмаза. Как то оно так описано умниками-металловедами.