SegaD
-
Публикаций
2 634 -
Зарегистрирован
-
Посещение
Тип публикации
Форум
Календарь
Файлы
Блоги
Галерея
Все публикации пользователя SegaD
-
определение Помогите определить инструмент
SegaD ответил в теме пользователя Azrail86 в Инструменты: мультитулы, рабочие ножи и т.п.
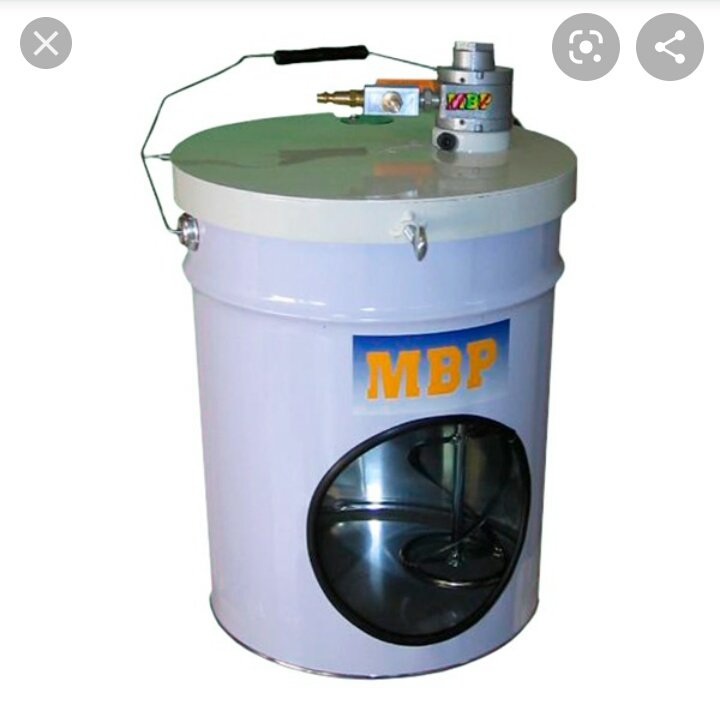
Бидоны с автоэмалями появились вместе с конвейерами дедушки Форда. Начало 20 века. А скорее 30-40-е годы 20века. Иметь такую хуергу на кухне, чтобы так похабно открывать банку... Изобретатель должен был приплачивать поварам за это😜. Повторюсь, весь цимус этой открывашки в отличие от остальных - она не портит закраины, на которые потом одевается герметичная крышка. Консервам это без надобности. ЛКМ же это точно нужно для герметичности. Вот такие пневмомешалки на евробидоны сейчас: Думаю в начале 20 века и бидоны и мешалки были другие. И открывалка бы такая точно пригодилась. У нас в России многие до сих пор в такие 30... 45кг разливают: Вот с таких скорее всего и вырезают крышку такой открывалкой. Уж больно мощная она для консервов.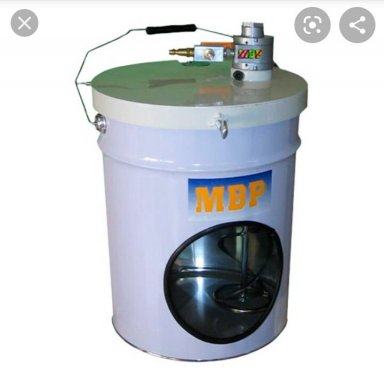

-
Ладно, подскажу: Ну, а в ковбойской шляпе с голым торсом - сам Курт с исцарапанной когтями Кортни спиной. Сэксуальные игрища, а?

-
определение Помогите определить инструмент
SegaD ответил в теме пользователя Azrail86 в Инструменты: мультитулы, рабочие ножи и т.п.
Судя по размерам и диаметру режущего ролика открывалка эта скорее не для консервных банок, а для 20-30л бидонов с ЛКМ. Чтобы после вскрытия бидона пневмомешалку с насосом, интегрированные в крышку герметично на закатанные закраины одевать. И не деформировать закраины обычным консервным ножом. У бидона горловина аккурат миллиметров 200-220 диаметром. И вырезанная шайба вниз не упадет с крючка и не покоцает лопасти мешалки. Сейчас правда бидоны давно широкогорлые и крышки на бидонах с ЛКМ на хомутах, так что открывашка точно древняя. -
Да сейчас контор, которые варят металлоконструкции и красят их порошком, как грязи в каждом более менее среднем городе. Замотать реж часть алюмоскотчем с медной проволокой для подвески и отдать. Думаю, не дороже пары-тройки сотен рублей выйдет. А карбид/нитрид титана точно дороже будет на порядок. "Булаты" уже все сдали в лом, да ещё и не в любую вакуум-камеру скелетник влезет.
-
Так как оцинкована будет только часть изделия, то есс-но при попадании влаги (даже из воздуха) на гальванопару железо-цинк будет разрушаться цинк, образуя на поверхности (под намоткой) гидроксид/оксид цинка. Нахождение оного продукта под намоткой не есть хорошо. Гнить конечно будет не так противно как со ржавчиной, но тоже будет. И 80-200мкм - это харрроший такой слой цинка (наверно горячим цикованием). Гальваникой осаждают не больше 9...20мкм. Простое нанесение ЛКМ пневмораспылением или кистью не даст хорошей адгезии к металлу (даже при правильной подготовке поверхности и применении грамотных праймеров/грунтовок). И здесь тоже каждый слой грунта/эмали даст всего 10-15мкм покрытия. Легкосдираемого намоткой. Поэтому однозначно снятие, очистка и перемотка руковки раз в сезон - лучшее решение. Или как хороший вариант можно рассмотреть порошково-полимерное покрытие микрон 80... 100 в электростатическом поле с запеканием. И сверху синтетическую намотку. Будет надолго. Наверняка.
-
После расп...ва химиков с трусами месье Навального не могу не согласиться.
-
Слишком уж полиционеры в фильме выставлены дураками. Почти как герои Луи де Фюнеса. И с чего бы территория тюрьмы была открыта на распашку? Двор проветривали? Вот "Мотылек" 2017г., не говоря уж о "Мотыльке" 1973г. как то более реалистичны. И тоже кстати по мемуарам беглеца.
-
Слишком уж похоже на сказку. Стивен Кинг с Ритой Хейворт плевались наверное🙃когда смотрели.
-
ну а средние 2 фото?
-
Ну заодно этого солдатика опознаем:

-
А этих двух что связывает?

-
Узнаем байкера?
-
Саша, есть такие же но с пенопластом внутри для детского питания. Пожестче будет:

-
коктейль "Будильник" в нашем переводе назывался
-
определение Помогите определить инструмент
SegaD ответил в теме пользователя Azrail86 в Инструменты: мультитулы, рабочие ножи и т.п.
формирователь скобки для крепежных лент? из полосового материала с отрезкой по сторонам. -
Разводные ключи - все про них
SegaD ответил в теме пользователя Vadim365 в Инструменты: мультитулы, рабочие ножи и т.п.
КМК, вопрос удобства пользования таким ключом достаточно спорный... Наверно, этот ключ слышал много матерных слов (особенно когда защемлял пальцы работяги между рычагами) 😜 @Волжанин21 , а какой у него максимальный зев, диаметр осей в голове и толщина щек под оси в голове? -
Нет. Раскрытие ножниц маленькое (отталкивает продукт от оси ножниц) и рычаги маленькие для костей птицы. Плавники постричь можно, но не любой рыбе. Я такими паронит/картон в гараже режу.
-
точилка чайка Точилка для ножей Чайка (Хортица NEW 2020)
SegaD ответил в теме пользователя Martine в Заточные устройства
Да, Саша, всё видно отлично. Спасибо! И сразу пару вопросов: 1) как так ты прикрепил трапециевидную призму к планке основания, что винтов нигде не видно? С торца пара винтов и они закрылись корпусом подъемника микроскопа? 2) использование шильдика микроскопа для ограничения перемещения рейки - твое хитрое решение или так было задумано на микроскопе? -
точилка чайка Точилка для ножей Чайка (Хортица NEW 2020)
SegaD ответил в теме пользователя Martine в Заточные устройства
Вот ролик из "берегись автомобиля" ты прицепил и он открывается нормально. И фотки по такой же системе прицепи. -
точилка чайка Точилка для ножей Чайка (Хортица NEW 2020)
SegaD ответил в теме пользователя Martine в Заточные устройства
Саша, а нельзя фотки сюда прицепить? не открываются с этих пиксей-шмиксей😏 -
определение Помогите определить инструмент
SegaD ответил в теме пользователя Azrail86 в Инструменты: мультитулы, рабочие ножи и т.п.
эта пластина приварена к ручке, т. е. неподвижная. -
23:10 - неправильный перевод - те куски, которые покрыты глиной, напротив, остывают медленнее, и не подвергаются хорошей закалке, получаются менее твердыми и более пластичными, давая катане прочность при изгибе. 24:08 - "он устанавливает шлифовочную машинку" - камень! И т.п. ляпы. Переводчик NG жжёт! Но кино познавательное. Спасибо, Артур!
-
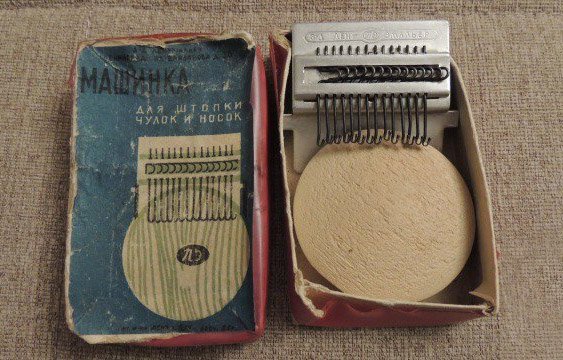
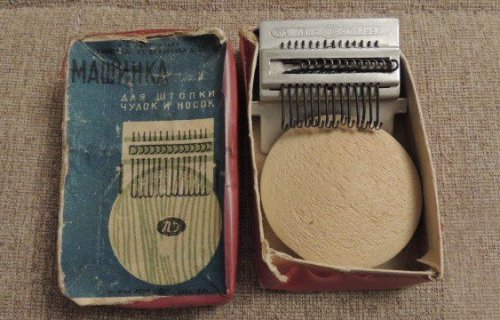
Этта раньше модно было - механизьму сделать, чтобы дать вторую жизнь старым вещам. Немцы лезвия точили на шарманке, наши вот на этой вот приблуде носки автоматически штопали: Эх, старые добрые времена! Интернету, телевизоров и секаса не было - вот и тратили время на изобретение офигенных вещей! А сейчас - тьфу! время только зазря прожигают...
-
определение Помогите определить инструмент
SegaD ответил в теме пользователя Azrail86 в Инструменты: мультитулы, рабочие ножи и т.п.
Спасибо за опознание результатов 15 минутного субботнего посещения металлоприемки. -
Пржевальский? Гималайский медведь Пржевальского?