Tamtek
-
Публикаций
3 760 -
Зарегистрирован
-
Посещение
Тип публикации
Форум
Календарь
Файлы
Блоги
Галерея
Все публикации пользователя Tamtek
-
-
-
Ничего экстраординарного, обычная ЛС59-1 )
-
Валер, вроде попадался, но реже, в основном 8мм идёт, это 3D принтеры всякие. 10мм пореже, 12мм уже выбор невелик, а уж 14мм... Но были.
-
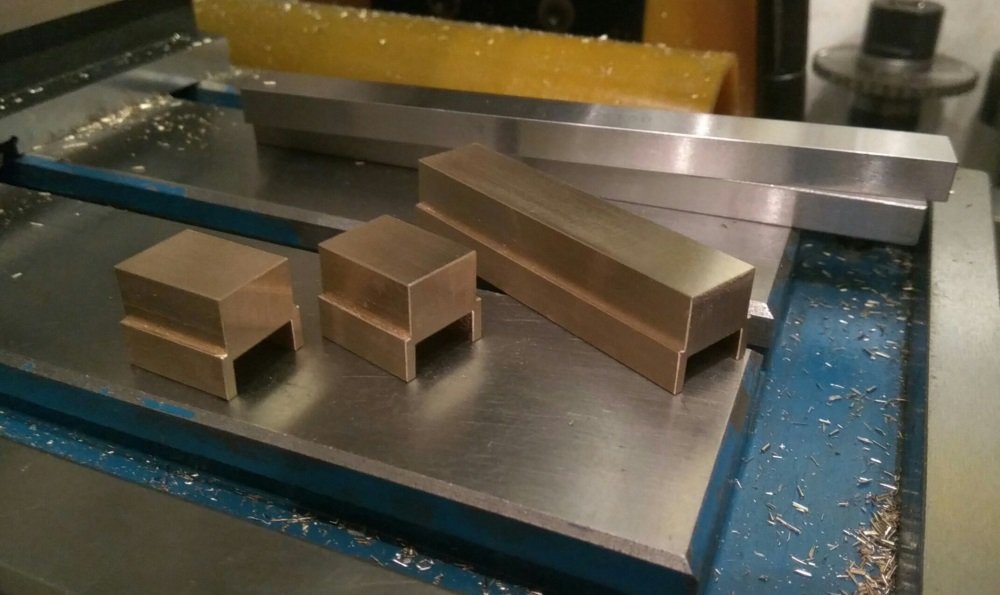
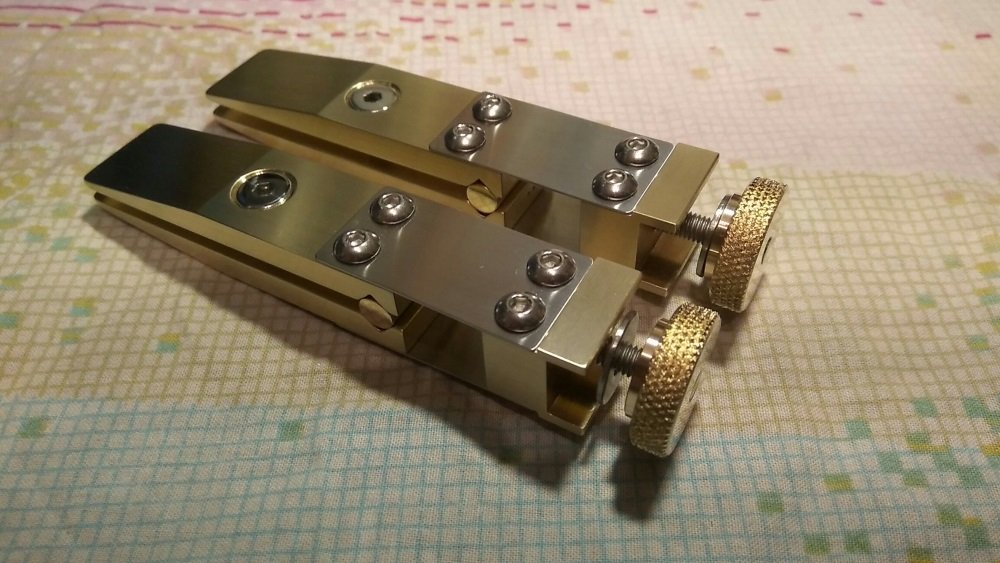
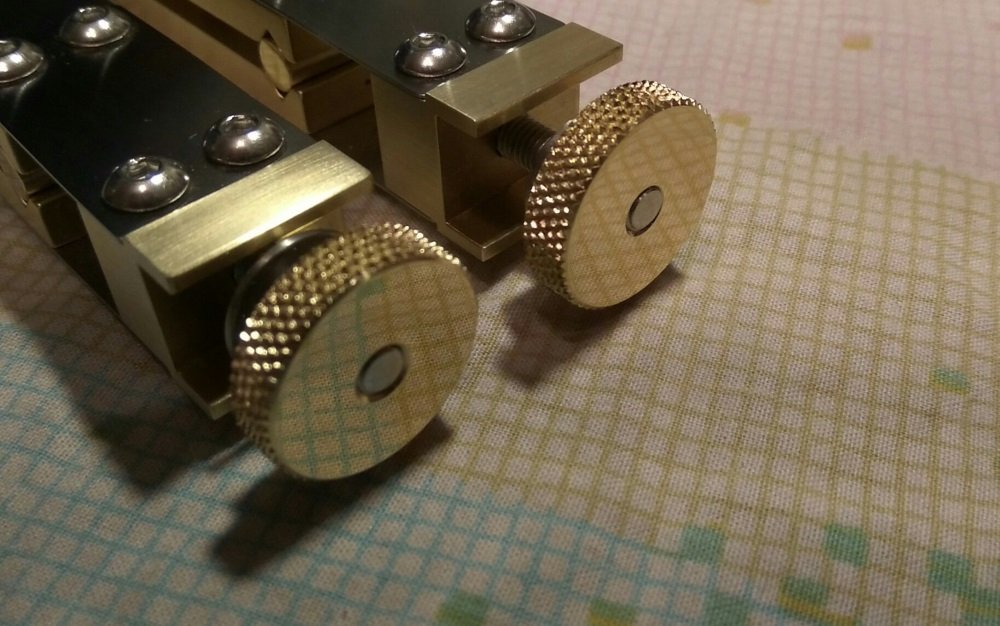
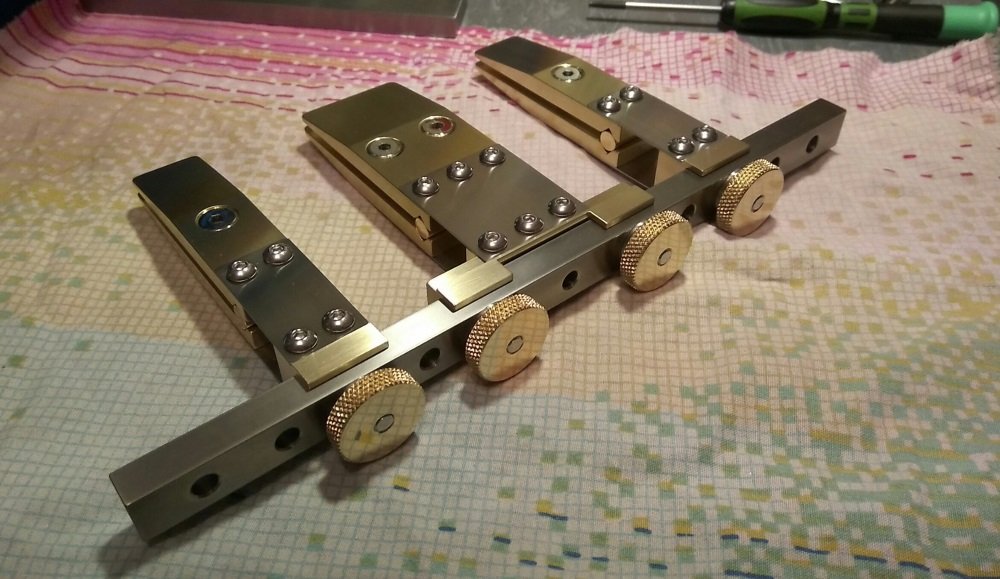
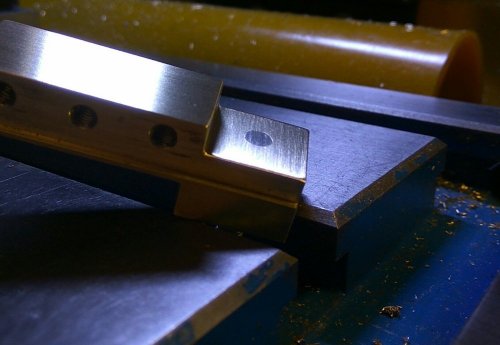
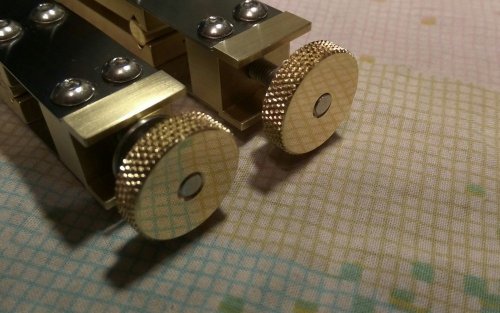
Приветствую комрадов по палате ) Накидаю ещё немного фоток про то как ... Некоторые операции выпали из фотосессии, в частности губки не запечатлел ( Получил пару посылочек, квадрат латунный 17мм и кругляк ф22м. Ну с трапвинтом вы уже знакомы и о нем позднее, очень позднее, почта работает плохо, жду остальные комплектующие (( Квадрат в работу, из него делаю попки на зажимы ))) Сразу все вместе, точность нужна, потом пилится на части. Резьбы под шпильки, метчик Garant просто супер, но и стоит как аэробус. Винты из нержавейки на Локтайт, который Hard, фих открутишь )) Лишнее отпиливаю и фрезой выравниваю. Потом торцы шлифуются и полируются. Ну и с другой стороны ровняется и шлифуется. Кругляк ф22мм не влез полностью в шпиндель, торчит много, ну да ладно, у нас и центр упорный есть, нистрашно )) Почему-то мне казалось что больше влезать должно Решил сразу комплект гаек накатать, 6 штук на точилку идёт. Ну и конечно метчик Garant )))) Потом лицевая сторона шлифуется и полируется. И.... готово )))) Только латунь и нержавейка. Ну и конечно на перекладине из титанчега, как же без него PS: фотки кликайте, побольше они покрасимше )












-

Разводные ключи - все про них
Tamtek ответил в теме пользователя Vadim365 в Инструменты: мультитулы, рабочие ножи и т.п.
Не-не, нинада разбирать, отмыть, вычистить и на полочку и любоваться )) Для покрутить посовременнее есть. -
Разводные ключи - все про них
Tamtek ответил в теме пользователя Vadim365 в Инструменты: мультитулы, рабочие ножи и т.п.
О как Вместо трещётки квадрат просто зажимается на втором. Интересная конструкция. Только вот как он себя вести будет если масло попадёт? Не будет ли проскальзывать? Юра, там поверхность зажима гладкая или есть рифление какое? -
- Как барышни с очень длинными ногтями, пардон, попу вытирают? - Хм... Вы вплотную подошли к пониманию того, зачем гламурным девицам нужны эти маленькие собачки... Если в лесу вы встретили медведя, радостно поприветствуйте его, спросите как жена, как дети, и вообще говорите с ним, типа вы давно знакомы. Медведю станет неловко, что он не может вас вспомнить, и он поспешит уйти, сославшись на срочные дела. Алло! Ты где? - Здеся... - Здеся большая! Сам-то ты где? Буратино разгадывает кроссворд, Мальвина заглядывает ему через плечо. - Милый, ну сколько можно говорить... Женский половой орган из пяти букв - это п***а, а не дупло!
-
Да, посередине ничё так )))
-
Нипопадался никогда. У обычного по ГОСТу -0.15мм, плюс прямолинейность хромает в основном. У калиброванной нержи что я пускаю на штоки -0.036мм. Не знаю, не читал, фотку глянул и всё. Она уже раньше была, красавцы пытались на форуме торгануть ими.
-
Не похожа, а полностью слизана. Но в целях удешевления производства (ну или некомпетентности копировщика) добавлено столько косяков, что получилась пародия ((
-
Да тяжелее (совсем немного), да менее жесткий, да дороже. Но ещё, главная причина - из латуни не выпускают калиброванных прутков. Не, совсем не так, даже по графитонаполненному полиамиду/полиацетали советую шток смазывать капелькой масла. А втулка из-за того, что не перевариваю звука металла по металлу при заточке, слышно должно быть только работу камня. Да и приятнее намного скольжение металла по пластику.
-
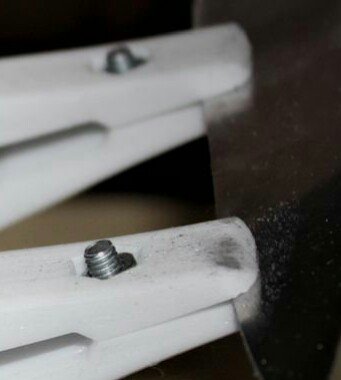
Не нужно устраивать профанацию из нормальной темы (заточка). 3D принтер сам по себе отличная штука, но у него есть свои критерии применения. У меня тоже он есть, но я не печатаю на нём метчики и пластины на резцы. На первое есть HSS-E, на второе твердосплав. Нельзя зажать нож пластиком, хоть PLA, хоть ABS, хоть другим. Задавить толщиной нельзя, а относительно тонкий пластик гнётся и деформируется. Прекрасно видно, что клинок рандомно зажат за верхние грани, далее губки просто расходятся от деформации (изгиба). Так что металл 3D принтер в этом случае не заменит, увы (((

-
Это что, такой прикол? Или такое пренебрежение к форумчанам? Не то что влом фото опубликовать, так и посыл хрен знает куда? Вы что, такая грандиозно известная личность, чтобы все знали где ваша страница? Ещё и в чужой теме (
-
Ничего удивительного, вручную резьба уходит ВСЕГДА. Тут нужен держатель для лерки с направляющей. Для метчика вообще вариантов нет (( На токарном станке со специальным патроном для лерок и то норовит уйти. Почему на отвественных резьбах и режу резьбу сначала резьбовым резцом, а потом калибрую леркой. А вот то что на валу принтера, тут нипанятки, по идее вал должен быть или калёным на поверхности или азотированным. Лерки такие вещи берут очень плохо.
-
И не только, есть палочки для суши, продаются пачками палочки для барбекю, бамбуковые так вообще супер чтобы мешать краску и клей...
-
Пичалька, начали пропадать малые пакеты из Китая ((( За декабрь-январь у меня пропало 5! штук, начинаются все треки с UA, так называемые бестрековые. Отслеживаются только до России, самолёт сел и всё, дальше тишина. И не только у меня, в сети есть аналогичные публикации.
-
Как у вас тут всё сложно Что за теория, почему не знаю? А что говорит практика? И при каком движении камня получены волшебные 20мкм? Перпендикулярно РК, по диагонали или сеткой? Понятно, что во всех трёх случаях теоретически высота зуба будет разная.
-
С Днём Рождения !!!
-
Да нет, не развальцуют. Просто чтобы поставить конус в шпиндель надо снимать патрон, а он у меня очень крепко сидит, с натягом, плюс выставлен и кулачки прошлифованы. Если только зажать в патрон цилиндрик и конец под конус проточить... Не, так проще, да и скотча такого полно )))
-
Вить, ну конечно, яж специально в кавычки запер ))) Вот тут не считал, но тоже не мало. Отпилить полосу от куска, вывести все поверхности, насверлить и много-много наждачки )
-
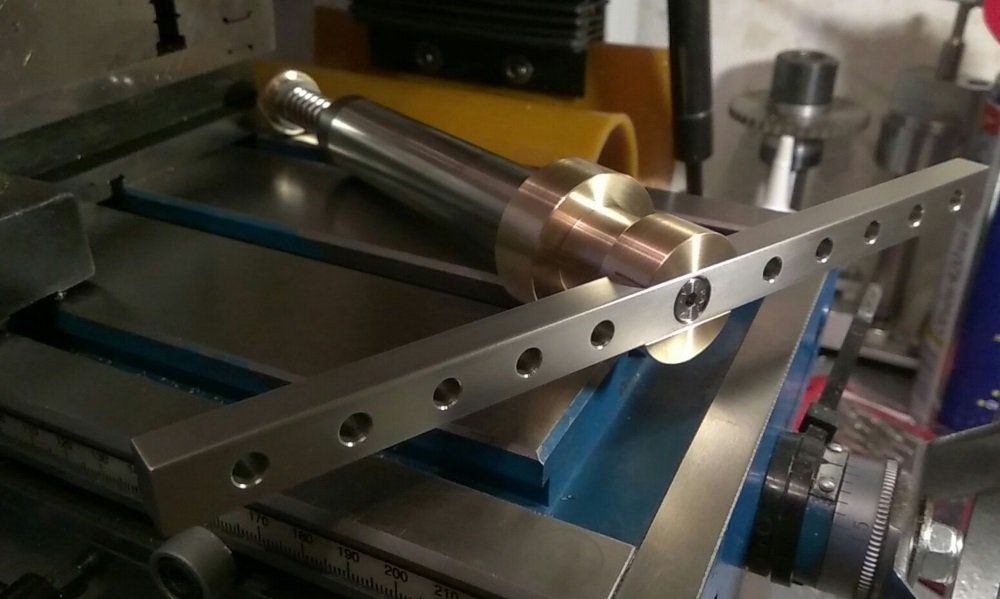
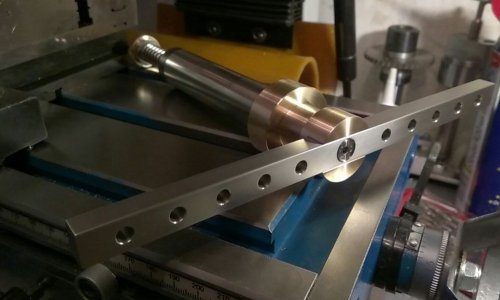
Если долго мучиться, что-нибудь получится ))) Три дня возни и получилась вот такая перекладинка. Из моего "любимого" титанчега Ещё "немного" поработал и вот оно - ПУ )))

-
Инструменты для изготовления и эксплуатации точилок.
Tamtek ответил в теме пользователя Тamtek в Станки и инструменты
Юр, ниспорю, но даже сотка люфта в пазе (что очень сомнительно) даст с таким рычагом пару миллиметров на сверле. А зажать низзя, она же вверхвниз ездить -
Инструменты для изготовления и эксплуатации точилок.
Tamtek ответил в теме пользователя Тamtek в Станки и инструменты
Ну если только ювелирный, серебро-золото зажимать. А то ченить плоское ещё можно зажать, а вот шестереночка какаянить или другая мелочь просто вомнётся в губки и сдвинется при сверлении. И всё равно колонной опускать совсем не айс. Всегда опускается или пиноль или голова по ластам. А тут просто влево/вправо будет болтаться. Вот честно, круглая колонна всё портит. Былаб прямоугольная - былоб намного лучше. ИМХО! -
Инструменты для изготовления и эксплуатации точилок.
Tamtek ответил в теме пользователя Тamtek в Станки и инструменты
Так-то неплох, аккуратный, синусные тиски... Но есть пара моментов: а. губки тисков пластиковые - ничего нормально не зажмешь, долго не прослужат б. подъём/опускание колонной не есть гут, люфт на поворот колонны ьудет офигенный, тонкие свёрла можно даже не ставить в. кожух хотяб на передний шкив обязателен, волосы наматывает влёт