SegaD
-
Публикаций
2 634 -
Зарегистрирован
-
Посещение
Тип публикации
Форум
Календарь
Файлы
Блоги
Галерея
Все публикации пользователя SegaD
-
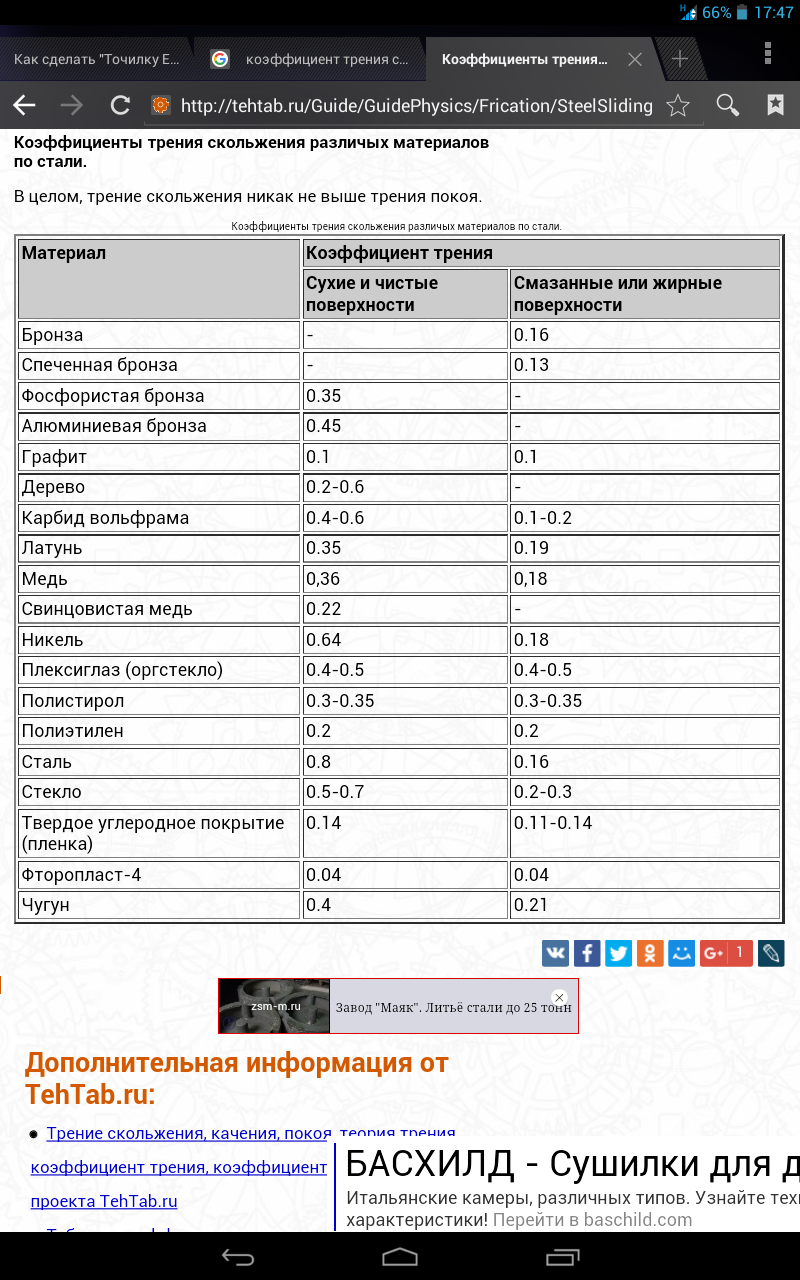
В леруа можно купить трубку алюминиевую простую и трубку алюминиевую анодированную. У второй поверхность упрочнена оксидной хроматной пленкой (при гальванообработке). Она дороже и лучше. Но во фторопласте будет хорошо скользить даже бамбуковая палочка от суши:-) . Вот коэффициенты трения стали по различным материалам: Про разницу в твердости скользящих пар я вроде уже писал в посте#4223 - смотри в таблице коэффициент для твердого углеродного покрытия - это как раз закаленная сталь по сырой стали. P.s. кстати у капролона (полиамида блочного) коэф.трения по стали порядка 0,1.

-
Так тебе выше правильно советовали - притри отверстие во втулке по штоку - стопятьсот раз туды-сюды с разной пастой - только именно туды-сюды, а не вращай в шуруповерте. А перед этим шток проверь на прямолинейность и до кучи полирни и его. И будет тебе щастье точилкостроителя. Можешь притереть сначала деревянной или текстолитовой палочкой ф8мм, нанося пасту на них, а окончательно своим штоком.А сейчас ты штоком убираешь лишнюю латунь в отверстии втулки, она-то и пачкает руки. И даже с фторопластовой смазкой будет пачкать, пока не сотрешь всю шероховатость в отверстии. Ну или терпи грязь, пока не заточишь десяток-другой ножей, потом будет чисто.
-
И завтра расскажи нам всем, как это так делать на глаз чтоб заподлицо но примерно:-) :-) :-)Шутка! Сорри за оффтоп, а вот кувшинчик в углу у тебя классный. Нравятся мне такие. Без джинна?:-)
-
Ermoha, Пока добавлял про твердость материалов, ты уж ответил. Отдал токарю со штоком правильно. Скажи ему чтоб отверстие сделал с зазором сотка-две по штоку, а после сверления отверстие обязтельно развернул и пид*рнул (полирнул). Микрометром шток померяй, отверстие должно быть на сотку две больше диаметра штока после токаря.
-
,Kuzmich, не пугай парня:-) , посадка должна быть скользящей Н7/f6. Для диаметров 6...10мм это будет: для отверстия +0,015, для штока - оба минуса верхний -0,013 нижний -0,028мм, т.е зазор гарантированный 0,013мм до 0,043мм максимальный. В среднем по больнице 0,03мм:-) Но в этом узле зазор не самое главное - важнее прямолинейность штока и шерохуховка:-) , т.е. чистота поверхностей трения, КМК. И ещё КМК твердость в паре шток-отверстие должна отличаться единиц на 4-6, как в направляющих колонках-втулках литформ. Типа того, если шток сырой стальной или нержавеющий немагнитный мягкий, то и втулка должна быть из менее твердого материала - латунь обязательно мягкая, капролон (ПА) полиацеталь(ПОМ). Если шток стальной закаленный или хромированный-никелированный типа вала от принтера, то втулку можно делать из чего угодно - от вышеперечисленных пластмасс до бронзы твердой и даже из стали будет хорошо работать, если отверстие в ней хорошо притереть до Ra0,1 по штоку.
-
Саша, не забудь только опустить в ванну рисунком вниз, чтобы раствор не размывал штрихи. И можешь обойтись без иголки - сразу рисуй тонким маркером для маркировки металла (такой с алюминиевым корпусом). Его треххлорное не ест. Но рука должна быть набита:-)
-
soldat_s, Пришёл сосед-то? А вот ещё пример - лазерной маркировки на нержавейке немагнитной одним лазером - маркировка по полированному чёрным шрифтом и белым шрифтом без всяких паст - с выставки металлообработка на работе валялась. Сорри за качество - резкость на полировке не берет:

-
Это потому что у Димы мощность 50Ватт, а у Аlа 2кВт:-) А вот у нас заказы на лазерную маркировку принимают даже в супермаркете - на ложки, кружки, фляжки, ножи. Буду в магазе - спрошу цену вопроса.
-
Вот ещё способ - менее красивый, но более дешёвый. Наверняка в Кирове есть магазины, торгующие сувениркой - кубки, медали, коробочки для них, визитки и т.п. У них делают наклейки на пленке или фольге самоклеющиеся с лазерной маркировкой - типа на красную папку-адрес "в честь 75 летия". Поговори с ними, сделай дома по нужным тебе размерам картинку с рисками в корелдраве, закажи им на фольге-самоклейку и будет тебе щастье. У меня такой пробник-самоклейка с какой-то выставки на болгарке уже лет десять болтается. Болгарка в хлам, а шильдик как новый:-)
-
Пока корректировал у себя, ты опередил:-)Цитата - по металлам работают, за-то по пластикам нет Хотя есть совмещенные граверы, TROTEC к примеру в котором сразу 2 лазера стоят, на все случаи жизни. Вроде был волоконник, а подбором режимов и по пластику и по металлам работали... Испортив пару крышек телефонов на третьей получали каКчество:-)
-
Ефим, паста наносится только на полированные отражающие луч лазера поверхности. Причём у лазера какой-то определённой длины волны. Вроде только для углекислотной накачки. Для лазеров волоконной накачки вроде паста не нужна. И смывается паста не спиртом, а водой. Хотя спиртом тоже можно, ежели не жалко.Я вот обычно встречался с лазером, который без всякой мазилки маркировал полированную нержу (вот фото фляжки ниже), полированную латунь Л59 (юбилейные медали), те же медали хромированные поверх латуни Х9...12мкм зеркально. Про пластики и окрашенные поверхности - вообще без проблем . А сейчас уже есть маркировочные лазеры, которые на одном куске металла гравируют за счёт разных режимов разным цветом - типа эмблемы виндовс. Или вот на крышке телефона - краска облупилась из-за разницы температурного расширения подложки (нержа) и красной краски (samsung):


-
soldat_s, я ж тебе как вариант давал выше - отполируй латунь, покрась сверху чёрной краской. Краска два слоя ляжет микрон 20. Их прожгет лазер за пару проходов до металла. Можешь оставить так, а можешь протравить. Только при травлении твоей шкалы выдержать глубину и четкие риски проблематично - у тебя поверхность радиусная и травильный раствор будет проникать не только вниз, но и в стороны, размывая ширину рисок. Хотя если держать деталь рисунком вниз травильный шлам будет падать вниз и ширина будет нормальной. Попробуй. И ещё, при травлении печатных плат я давно пользуюсь не треххлорным железом, а лимонной кислотой+перикисью водорода+соль поваренная. В десять раз быстрее и чище получается. Фольгированную медь травит на ура, наверно и латунь возьмёт. Раствор, правда, на один раз, не хранится. Зато дешево и все реактивы есть в аптеке и продуктовом магазе.
-
На второй фотке на жетоне справа один проход с тоноделением, на жетоне слева прожгли краску на две десятки до алюминиевой подложки.
-
soldat_s, Если лазером прошли пару проходов, то глубина сотка. И ни чем не зачернишь, не удержится краска. Шкурка не поможет. Зачисть заново, контур в кореле и приспособа для лазера ведь остались и попроси пройти занова проходов сто-писят, чтобы пара десяток была глубина. Долго это и дорого. Маркировку гнезд на прессформах иногда так делал в глубоких и узких пазах, куда граверка не залезает. Или покрась белой краской-высуши-поверх покрась черной краской- высуши-лазером сожги чёрную краску-будут белые риски на чёрном фоне. За проход сожгется слой краски - десять микрон. Медальки-жетоны-номерки так делали. Хотя все зависит от мощности маркировочного лазера:-) и полноты налитого стакана лазермену:-) Вот один проход на нержавейке. Не больше сотки точно. А вообще подбором режимов они могут даже цвета побежалости менять - всех цветов радуги.

-
Изменения угла при заточке на апексоидах / Ефим/ Ермак/ Тамтек/ Казак/ Нарва/ etc...
SegaD ответил в теме пользователя Tamtek в Заточные устройства
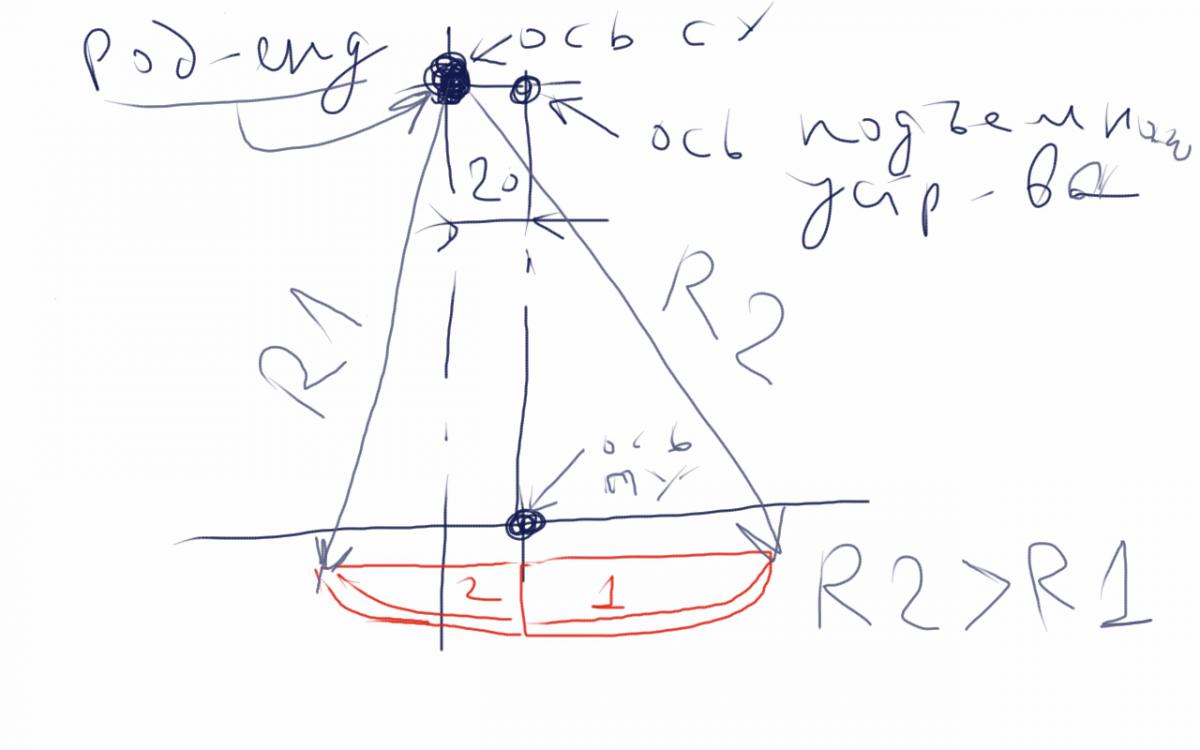
Вы видимо не поняли вопроса. Я спросил (и даже нарисовал), что если стойка расположена в одной плоскости с ПУ, а ось СУ при использовании роденда будет смещена на 20мм сильно ли будет заметно это на ширине ленточки на одной стороне клинка по сравнению с другой стороной, т.к. длина конусной образующей R1 при заточкe одной стороны будет отличаться от конусной образующей R2 при заточке другой стороны. Тамтек ответил, что отличия будут ничтожны. Я пересчитал градус с копейками - это меня устроит, не такой уж я перфекционист, тем более можно угол подвыставить при повороте. Да и без подвыставления угла разница буде десятка-другая не больше. А вы примеры с ножом от фуганка с односторонней заточкой. Ясен пень, что по краям у него будет отклонение от прямолинейности - заточка то идёт по образующей конуса. Только при смещении оси (об чем я и спрашивал) у него с одной стороны будет отклонение больше, чем с другой. Без смещения оси отклонения будут одинаковые. Для постоянного угла по РК нужно чтобы прямая образующая двигалась по шаблону контура клинка, приподнятого на высоту , обеспечивающую угол заточки. Не будете же вы на каждый нож устанавливать шаблон-копир:-) Все ножи разные. Или это будет только до первой заточки на точилке с копиром?:-) :-) :-) -
Изменения угла при заточке на апексоидах / Ефим/ Ермак/ Тамтек/ Казак/ Нарва/ etc...
SegaD ответил в теме пользователя Tamtek в Заточные устройства
Вот примерный расчёт: 1)высота СУ 150мм длина от СУ до точки контроля R1=400. Угол заточки в точке arctg (150\400)=20,55 градусов 2)при смещении оси на 20мм и коротком клинке пусть R2 увеличится с 400 до 430мм в точке контроля R2=430. Угол заточки в контрольной точке тогда - arctg (150/430)=19,23градуса. Разница 1,23 градуса. При ширине подвода РК 1мм разговор ни о чем. И чем больше длина штока, т.е. R, тем меньше влияние этого эксцентриситета.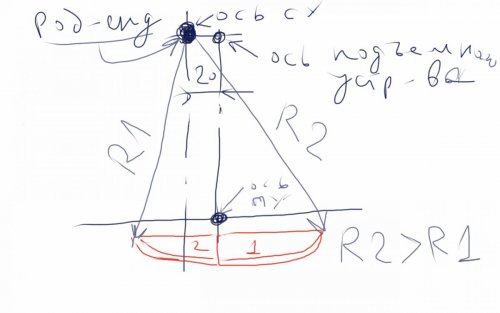
-
Изменения угла при заточке на апексоидах / Ефим/ Ермак/ Тамтек/ Казак/ Нарва/ etc...
SegaD ответил в теме пользователя Tamtek в Заточные устройства
Так я и думал. Спасибо. -
Изменения угла при заточке на апексоидах / Ефим/ Ермак/ Тамтек/ Казак/ Нарва/ etc...
SegaD ответил в теме пользователя Tamtek в Заточные устройства
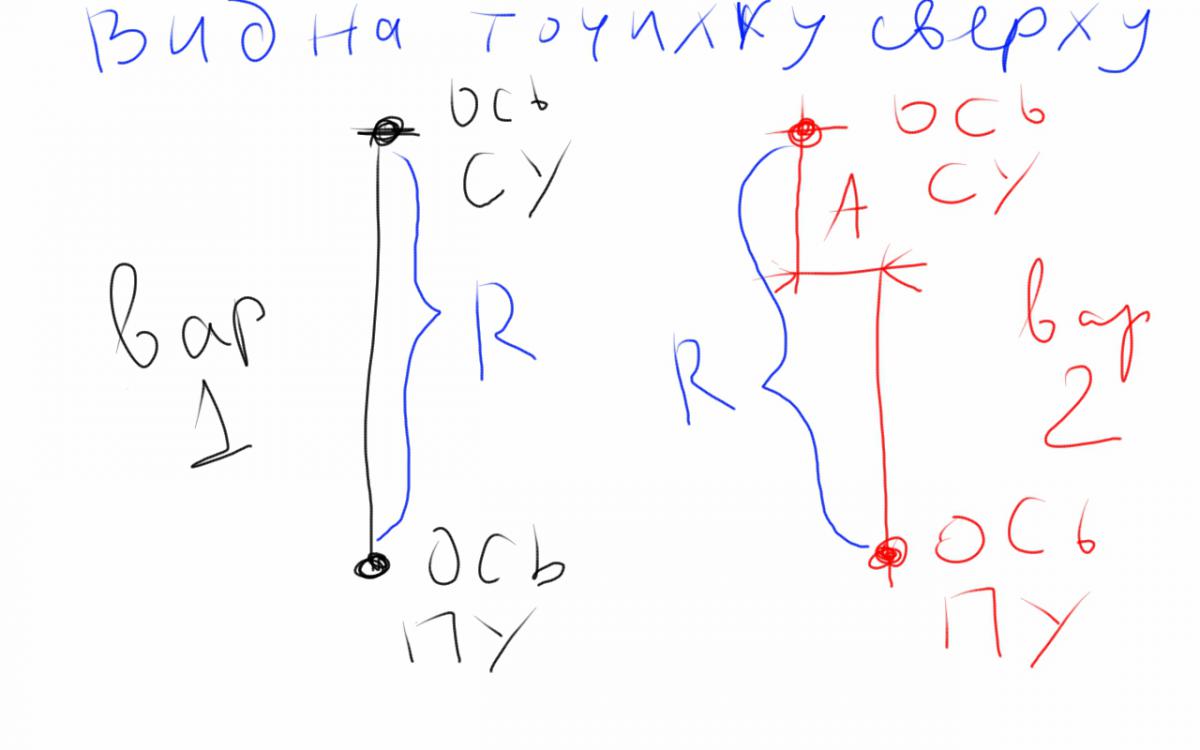
Давайте, я лучше спрошу по теме форума (как сделать точилку Ефима), а то он как-то заглох... Камерады, подскажите, сильно влияет на одинаковость заточки обоих сторон ножа несоосность расположения оси ПУ и оси СУ (на картинке размер А)? Если расстояние R в точилке 350-400мм, то 15-20 мм смещения не вызовет сильных искажений заточки на разных сторонах ножа? Тогда имеет ли смысл обязательное смещение оси СУ при использовании род-енда?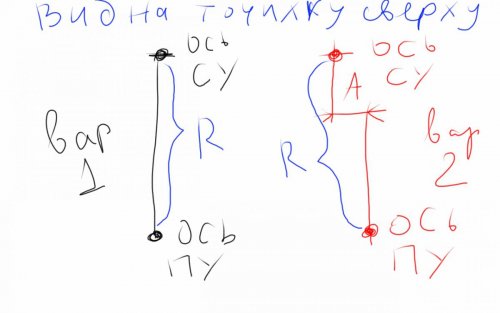
-
Только это не я, а человек с поста #4194 Я то как раз считаю, что тут камрадов полно с достойными точилками. Только на последних двух страницах можно ослепнуть от полированной нержавейки:-) Хотя чем проще (читай технологичнее в изготовлении) приспособление, тем гениальнее его автор, КМК. Мне, например, нравятся работы Tamtek'a. А по поводу исполнения идеи Ефима разными точилкостроителями, так ведь даже одну стенку красят одной краской и одинаковыми кисточками два маляра по-разному - у одного покрашенная стена, а у другого какашка. А тут точилка!
-
Наверно потому, что к наличию станков надо ещё золотые руки и светлую голову, а с этим то у нас проблемы...И ещё, как пел Розенбаум, "нету времени":-)
-
Да вы, батенька, оказывается как большинство из нас состоите в секте пох*истов седьмого дня - нам семь дней в неделю все ПОХ:-) И рождество, небось, празнуете в последнее воскресенье сентября - День машиностроителя? Т.е. точилкостроителя:-)
-
Точилка, сделанная по чертежам и технологии Ефима в Китае будет стоить ненамного дешевле чем у Ефима. Для удешевления производства они что-нибудь своё в ней нарукожопят. И будут продавать с биркой "по чертежам и благословению Ефима". Им на то и нужно его официальное "благословение" за 5000 бакинских, скопировать они и так могут. Но, Ефим, точилка, сделанная тобой, только подскочит в цене от появления множества кетайских копий под-ефима. Все-таки чел, серьёзно занимающийся ножами, скорее купит точилку сделанную руками Гуру, чем точилку-копию дяди Ляо даже за пол-цены. Что-то никто, кто ездил на БМВ не встал в очередь за кетайскими дешовыми Лифанами, когда они скопировали Х5? А 5тонн баксов за благословение, Ефим, взять можно. Но лучше, взять 50тонн. Они греют душу в 10 раз лучше:-)
-
С одной точкой опоры - упадёт 100%. Или вертикальную стойку держать рукой?
-
VALERA, монументально и шедеврально! Вижу только два минуса: 1)камнедержатели из нержавейки не тяжеловаты будут? Себе сделал сначала из нержи, потом переделал из амг, сейчас буду из капролона делать. АМГ легче нержи в 3раза, капролон легче нержи в 6раз. 2)можно ослепнуть, когда будешь точить при естественном свете из окна, и в комнату зайдет супруга и включит люстру из 5 рожков?:-)
-
Сам нашёл - Легендарный анекдот от Твентина Тарантино из фильма "Отчаянный" Заходит один парень в бар. Подходит к бармену и говорит: "бармен, хочу с тобой поспорить! Давай забьемся на триста баксов, что я нассу вон в тот стакан, вон туда, и не пролью при этом ни капли мимо." Бармен смотрит, до стакана метра 3, не меньше, и говорит: "Значит ты можешь нассать вон в тот стакан, стоя сдесь? И говоришь, что не прольешь при этом ни единой капли? И ставишь на это 300 долларов? Я тебя правильно понял?" П: "Именно так!" Б: "Молодой человек, считай, что мы забились!" П: "Окей, тогда начнем!" Вынимает болт, смотрит на стакан, думает про стакан, думает про стакан, потом думает про болт, думает про болт... болт... стакан... болт... стакан... болт... стакан... болт... И Пууужж... Начинает ссать. И ссыт на все,что есть вокруг, ссыт на стойку бара, ссыт на стулья, ссыт на пол, ссыт на телефон, на бармена, ссыт на все вокруг, на все, кроме этого гребаного стакана! А бармен смеется до посинения, он теперь на 300 баксов богаче. Он смеется и моча у него по роже течет. Б: "Ты идиот долбанутый, ты обоссал все, что только можно, кроме стакана! Ты мне должен 300 долларов,сученок! " П: "Извини, одну секунду.." Идет в другой конец бара, где пара ребят гоняют шары на бильярде. Ну он к ним подходит и о чем-то шепчется, потом возвращается к стойке.. П: "Вот твои три сотни!)).." Б: "А какого хера ты радуешся? Ты только что просрал мне 300 долларов, идиотина! " П: "Видишь вон тех ребят? Я только что поспорил с ними на 500 долларов с каждым, что нассу на стойку, нассу на пол, нассу на телефон и тебя самого обоссу,а ты при этом не то что не разозлишься, а будешь просто счастлив!!!" Даже видео нашёл - идет 3минуты-