SegaD
-
Публикаций
2 634 -
Зарегистрирован
-
Посещение
Тип публикации
Форум
Календарь
Файлы
Блоги
Галерея
Все публикации пользователя SegaD
-
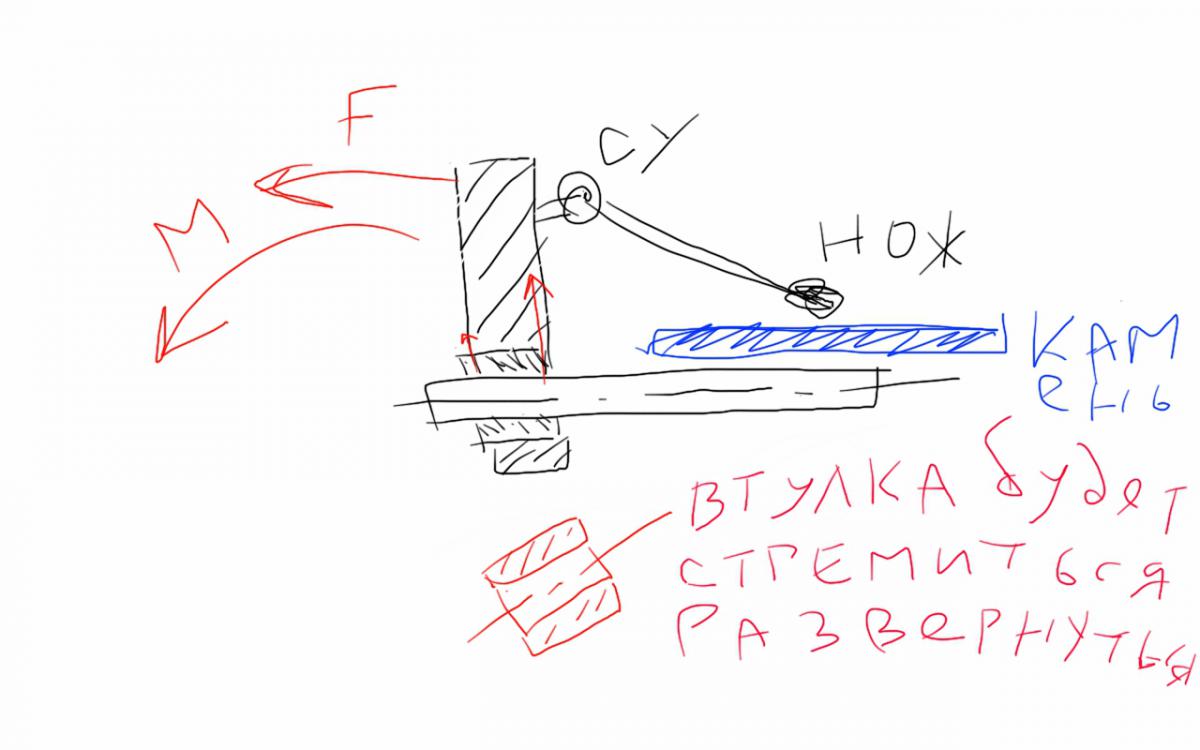
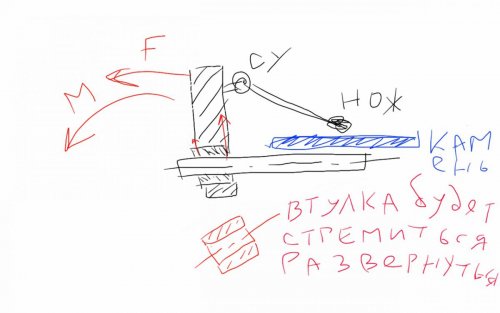
Все здесь понятно, Владимир уловил общий принцип Именно эта схема заточки и взята за основу Владимир общий принцип уловил не полностью - в его варианте стойка СУ жёстко закреплена с направляющими колонками и двигается в 4-х втулках камнедержателей, а на картинке в посте #11 направляющие колонки вроде как жестко связаны с камнедержателем и двигается стойка на 2-х втулках по этим колонкам. Второй вариант имхо лучше, трение в 2 раза меньше, плюс обеспечить соосность 2-х втулок проще чем 4-х, чтоб не поймать клин от несоосности, как писали выше. Но обе конструкции не хороши, т.к. в них рычаг от точки СУ до втулок скольжения будет стремиться изгибать скользящую пару или в ту или в обратную сторону:
-
Напомнило: Как-то вызвали Рабиновича в ОБХСС. Сидит там следователь, допрос начинает: - Скажите, Рабинович, а как вы зарабатываете на жизнь? - Ну я, это, выспариваю - Как это?! - А вот у вас какая зарплата? - 200 р., ну и что?! - Спорим на ползарплаты, что я себя за глаз укушу? - Ладно. Рабинович достает стеклянный глаз, кусает его и вставляет на место. - А теперь спорим на остальные деньги, что я себя за второй глаз укушу? - Спорим. Рабинович достает вставную челюсть, кусает ею себя за второй глаз. Следователь отдает деньги. - Так. А у вас еще деньги есть? Следователь, порывшись в карманах, достает мелочи на рубль. Рабинович: - Спорим, что я сейчас помочусь одеколоном "Шипр"? - Спорим. Рабинович мочится на лысину следователя. Следователь, понюхав: - Нет, не "Шипр"! Рабинович отдал рубль и говорит: - А хотите, верну 200 р.??? - ДА!!! - Тогда напишите мне справку с печатью о том, что тут было, а то я оспорил, что на мента помочусь! И ещё типа того же в каком-то фильме Тарантиновском вроде было - спорили что обоссыт всю стойку бара, а бармен при этом будет смеяться. Может кто помнит фильм?
-
А вот продолжение банкета:

-
Обычно беру в гипермаркетах для младшего ребенка от обветривания "Д-Пантенол для восстановления кожи". Вчера в Карусели в отделе контрацептивов среди презиков и гелей увидел мазь "Д-Пантенол для ссадин на коленях и локтях". Показал жене - сказала: "Мерчендайзер 80 уровня - знает, с**а, где выставить товар":-)
-
Мне конечно трудно с моими красивыми картинками соревноваться с проверенными практиками. Да и не хотелось, просто предложил вариант. Но поверю в силу способностей мастеров в изготовлении ПУ только посмотрев видео с зажатой в губки параллельной пластиной с замерами индикаторной стойкой двух размеров по концам пластины от основания до кромки до поворота и двух размеров после поворота. Может есть ссылка у кого? Особенно у коленко- и гаражестроителей. И да, как работы на работе будет поменьше, выпилю её. Она же золотая:-) и ножовка у меня есть:-)
-
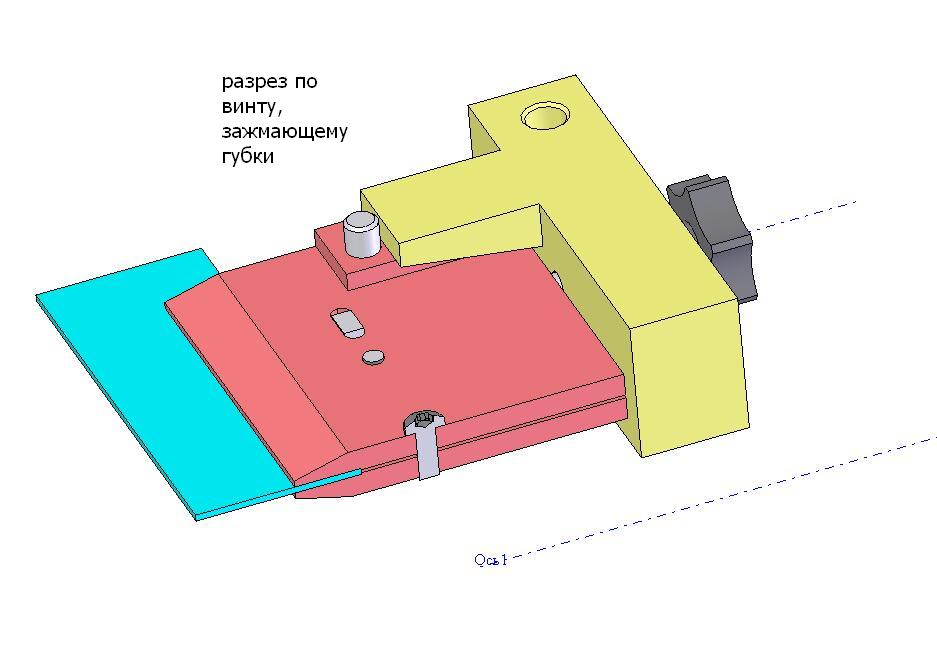
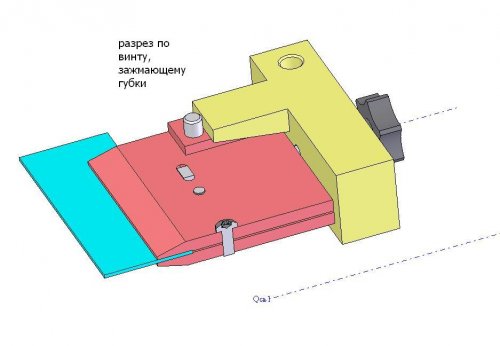
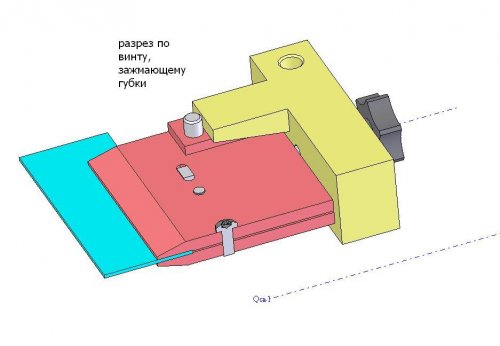
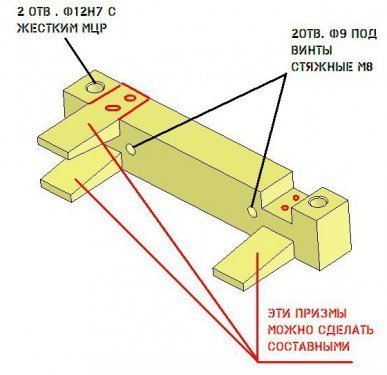
Губки зажимов - не рычаг, а параллельные пластины на колонках. Губка с губкой зажимается перпендикулярными винтами, зажимая клинок насмерть. Не вставляя губки с зажатым клинком в призму их можно кидать, пинать и т.п. и нифига они не разойдутся, т.к. стянуты винтами М6. И уж тем более они не разойдутся будучи установленные в призмы. Винты-стяжки имеют резьбу на конце, и притягивают зажатые винтами губки к призмам. Ефим сомневался, что будет зажим резьбы, т.к. она нарезана в половинках призмы, так вот я и объяснил ему, что в призмах нет резьбы, там стержень стяжного винта и зазор. На картинках все есть в разрезах. Вот винты М6 стягивающие губки, добавлю ещё 2 шт по краям возле призм - не разойдется:
-
В аэрозоле? Попробуй...Вся рамка будет в белом го*не:-) задолбаешься оттирать потом ацетоном. ИМХО, если что и смазывать в точилке, то только ось ПУ - пара капель минералки/веретенки вполне достаточно.
-
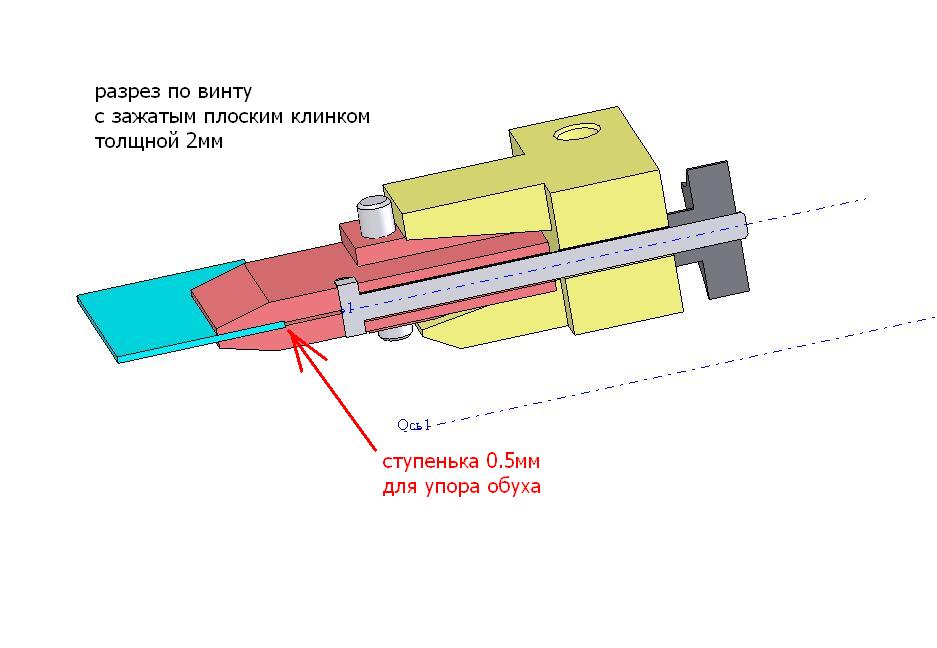
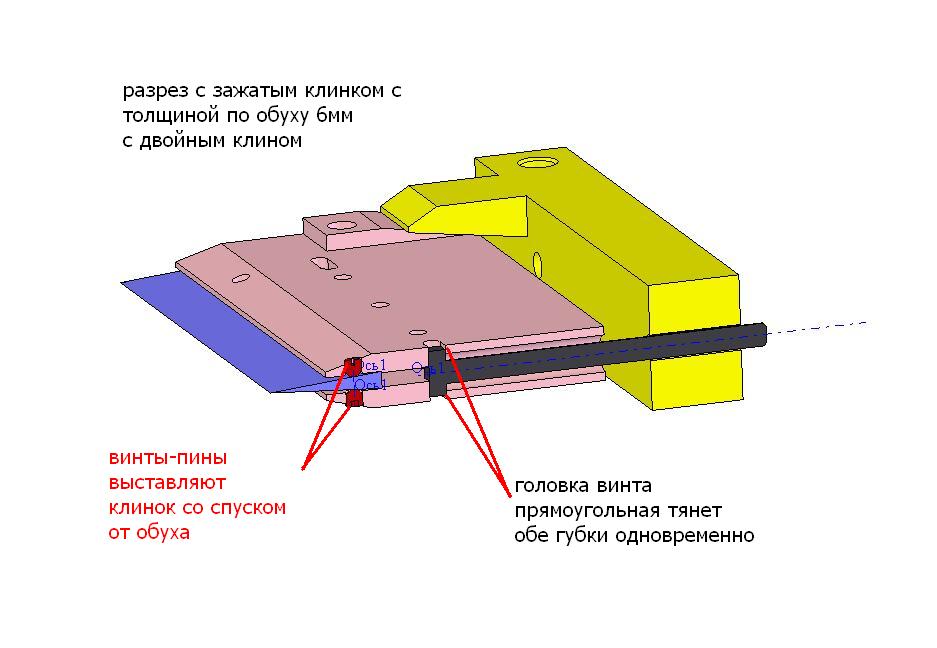
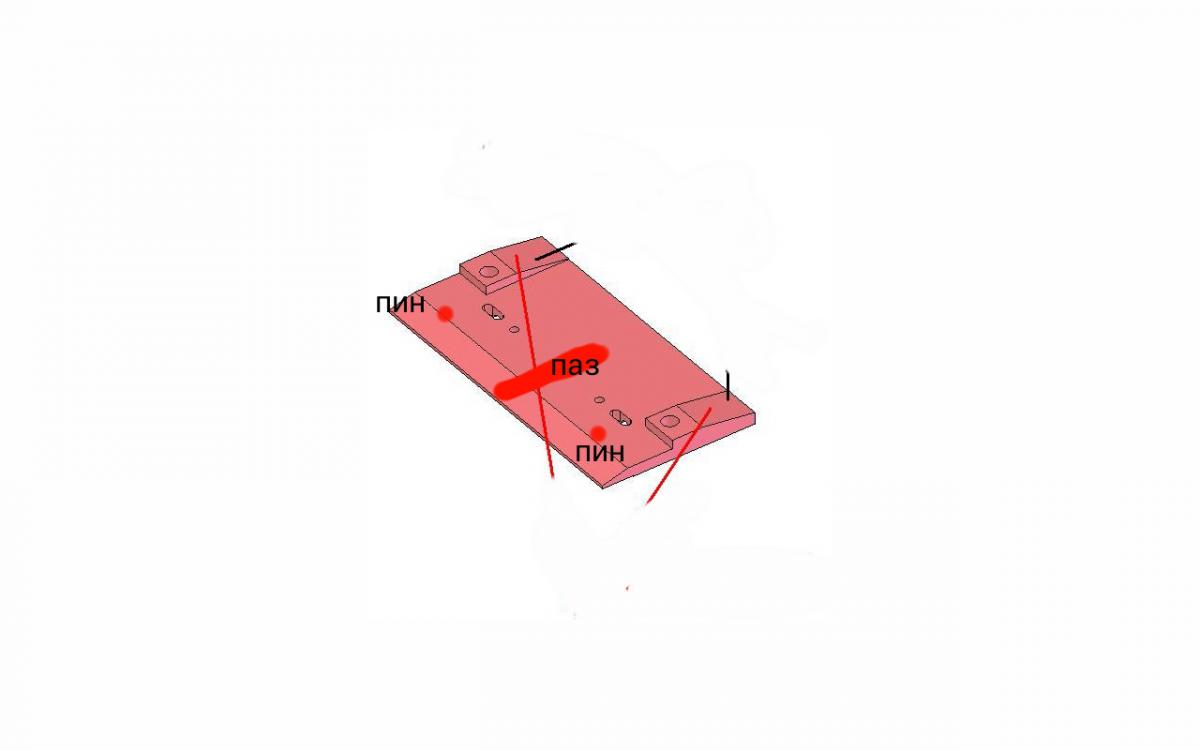
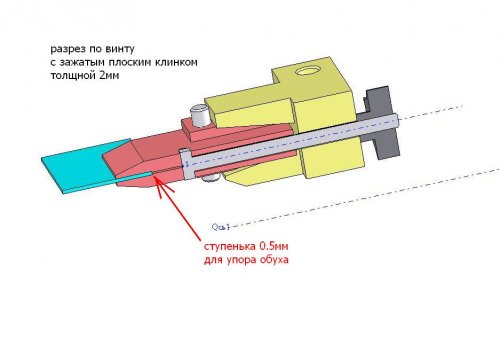
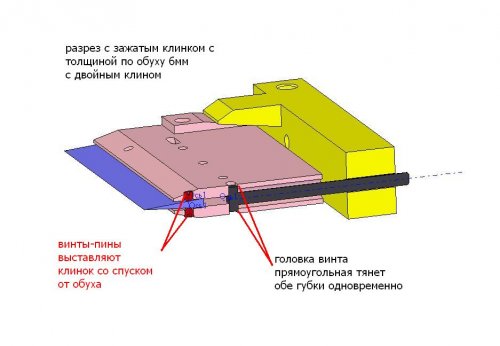
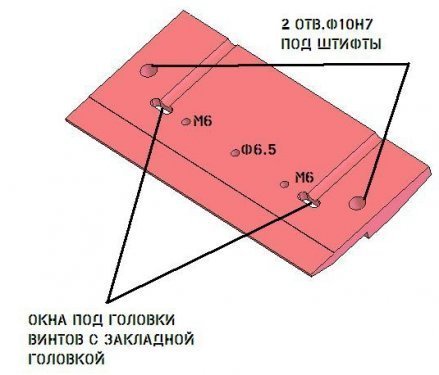
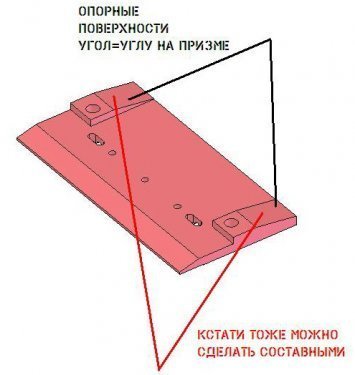
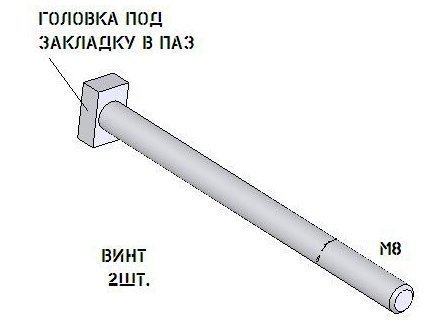
Ефим, заклинивания не будет, т.к. резьбы в губках нет - вот схемы для понимания процесса притягивания губок к призмам.Ещё разрезы для зажима клинков разной толщины и с двойным спуском - для понятия мысли. Зажимы КМЕ посмотрел - в них не зажмешь симметрично, т.к. есть зазор между винтом-тягой и отверстием. В моём варианте губки-параллельки и держат плоскость всегда при закреплении в призмы. Зазоры между винтом-тягой с прямоугольной башкой и пазами в губках ни на что не влияют:
-
Про какое засорение ведётся речь? Клинок жёстко зажат между губками, губки жёстко притянуты к призматическим поверхностям паллеты, паллета базируется двумя гладкими отверстиями на колонки основания точилки. Или сложно в уходе при каждом перевороте дунуть в 2базовых отверстия? Да и при каленой паллете и колонках из серебрянки через 500 переворотов износятся колонки (может быть:-) ). Отрежу две новых колонки от прутка серебрянки и забью их по новой в основание.Поверьте, в точилке с горизонтальным ПУ мест для попадания абразивной пыли поболее. Возьмите хоть зазор между неподвижной втулкойПУ (где шарики) и подвижной втулкой (где рамка). При каждом перевороте этот зазор приоткрывается и закрывается вновь. Вот где сложности в уходе. Спросите у тех, кто нещадно эксплуатирует точилку пару лет - есть там износ или нет? И подвижные пары там обычно делают дюраль-сталь, латунь-сталь. Вот где сотки уйдут за 500 переворотов:-) :-) Ни разу не хвастаюсь, но практики и у меня в инструментальном (приспособления, штампы, литформы) производстве лет 25 наберется.
-
Ты описал классические слесарные жимки. Если шлифануть у них симметричные габариты, скосы-призмы, сделать ответную призму-паллету с 2симметричными отверстиями под колонки на основании и получишь мой вариант.
-
Так оно и есть. Губки каленые единиц 46...50. Отверстия по 7 квалитету с мцр пара соток.Без крс и профильной шлифовки не обойтись. Толщины думаю мм 10 хватит для штифта 10f6. У вас с Ефимом в ПУ думаю тоже посадка скольжения с допуском сотка-две после развертки. В реале сделать что-то похожее на точилку типа Ефим вроде просто, но сделать ДОСТОЙНУЮ ГРАМОТНУЮ ТОЧИЛКУ без станков не возможно. Для проверки правильности точилки предлагаю тест - в любой точилке, сделанной неофитами на коленке - зажать в зажимах пластину длиной 200мм и индикатором померить разницу в двух крайних точках до и после переворота. На видео. Конечно клацает при повороте она у всех эффектно и угломер показывает цифирь, но реальная точность при перевороте думаю будет у каждого десятого точилкостроителя. Который использует станки. Ну и конечно руки и голову:-)
-
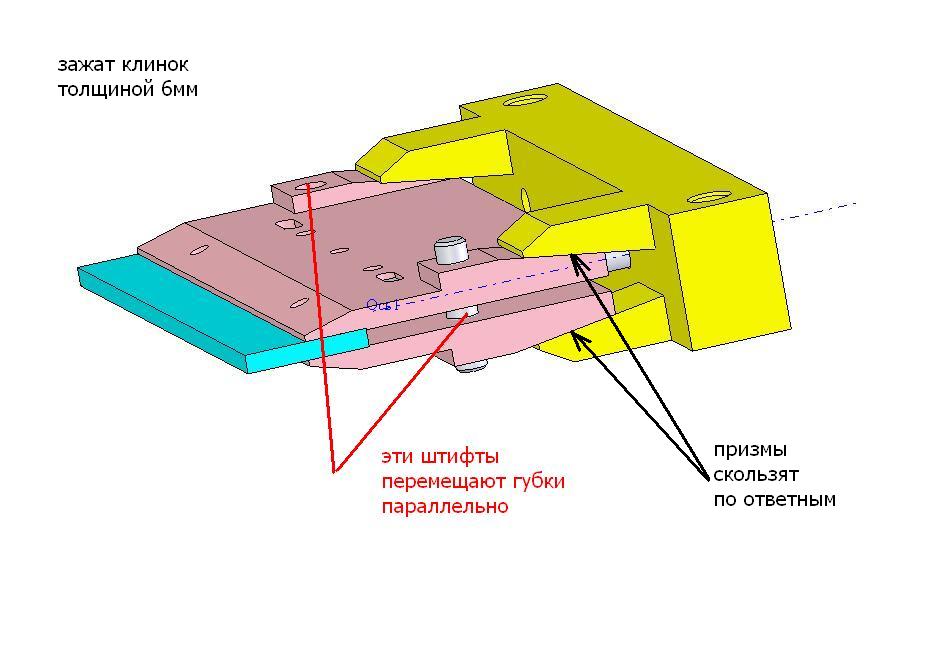
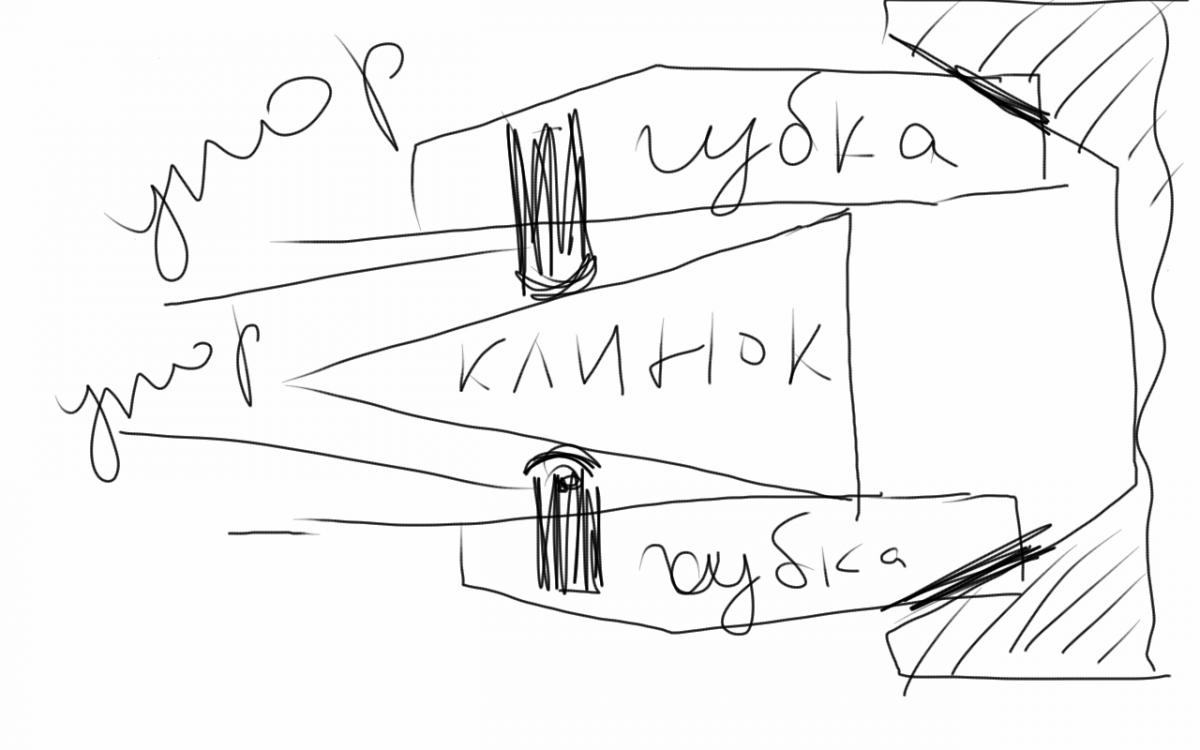
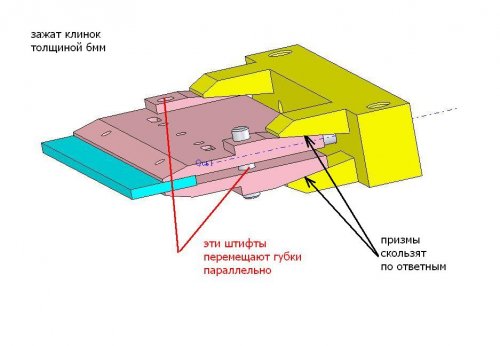
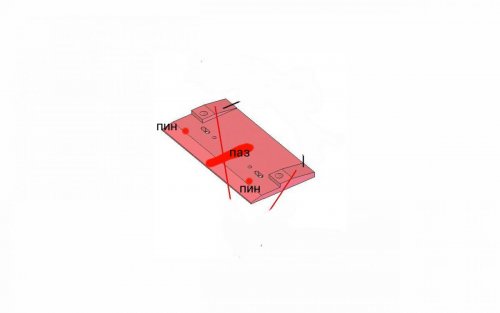
Губки параллельны и стоят на 2 колонках, т.е. перкосить их нельзя. Те винты, которые со шляпками зажимают клинок. Винты-пины без головок - их 4штуки - выставляют при необходимости двойной-тройной клин. При заточке праллельных клинков винты-пины не используются. Угол призмы никогда не уйдёт за счёт параллельности перемещения губок на колонках - а-ля лекальные жимки. Самоцентрирование параллельного клинка гарантировано. С 2-3 клином придётся повозиться - или винтами-пинами с радиусной головкой вкручивая-выкручивая их для выставления параллельности РК. Или подложив в 4 местах прокладки - медь, свинец или в несколько слоёв пятаки войлочные мебельные. Тамтек: На ЧПУ я делаю только гравировку, остальное всё вручную. По точности изготовления на ЧПУ или в ручную - в рамке отверстие под ось вращения ПУ и отверстия для захода фрезы в пазах рамки делаешь ведь на станке с одной установки? И отверстия под шариковые пины в диске наверно тоже с одной установки с отверстием под ось вращения ПУ? Или обкатываешься/выставляешься от него 100%. Или в делительной. Ну или кондуктор с базой по развернутому центральному отверстию. Но кондуктор сделан ведь на чпу или на крс? Иначе же будет полный гемор при перевороте? Не вручную (в смысле по разметке) же ты сверлишь отверстия под деление на 180градусов. Под ЧПУ в посте выше я имел ввиду точное станочное оборудование, которого, увы, в гаражах у большинства нет:-)
-
Зачетно.Напомнило: Жена приехала из Африки и рассказывает мужу, что когда были на сафари в джунглях, она отошла посикать в кустики, и тут на неё напал огромный самец гориллы и изнасиловал её. И плачет. Тот её успокаивает: - Не плачь, ты никому больше об этом не рассказывай, я тоже не расскажу, а уж самец гориллы точно никому не расскажет... Жена, плача: - Не расскажет... Не напишет... И не позвонит...
-
Так и точилка Ефима НЕ ТАК ПРОСТА, как кажется. По-хорошему в ней даже основание ПУ должно быть не просто прикреплено к основанию на винтах, но и заштифтовано. Иначе разворота плоскости ПУ относительно стойки СУ не избежать. Или сотка-другая смещения в развороте отверстий под подпружиненные шарики в ПУ - и при повороте РК встанет под углом, а при длинном клинке это не есть гут. Даже просто если отверстие под ось вращения в рамке будет просверлено со смещением относительно пазов или зазоры в паре паз рамки-выступ губок будут больше пары соток - и никакими танцами с бубном не настроишь симметрию РК при перевороте. Поэтому в гараже достойную (сделанную по всем канонам) точилку на шару не замастыришь. Спросите у Ефима или у Тамтека, с какой точностью они делают сопрягаемые поверхности, отверстия под шарики и выставляют ли они каждую точилку при сборке индивидуально. Думаю, что ловят те же сотки, а там где сотки не ловят, потом выставляют индивидуально. Причем долго и нудно, вплоть до переделок некоторых деталей. Потому и цена у точилки, сделанной самим Ефимом большая. Точнее не большая, а адекватная - соответственно затратам на ловлю соток, выставлению и т.п. гемору. Тамтек, делая большинство деталей на ЧПУ, ловя те же сотки, может позволить цену ниже, так как издержек на ручной труд и ловлю блох в точности изготовления у него меньше.Поэтому достойная ПРАВИЛЬНАЯ точилка ДОЛЖНА СТОИТЬ ДОРОГО. Без точного оборудования и прямых рук с бубном её не построишь! Причем, даже если полностью разобрать на детали точилку, даже сделанную Ефимом, и затем собрать её заново, можно получить не то, что было до разборки (как раз из-за зазоров и т.п. блох). И придётся снова её выставлять. Деньги платишь как раз за то, что проблему танцев с бубном за тебя решает мастер, сделавший точилку. ИМХО. Сорри, за много букв.
-
Так и я о том - Из удаленного с темы "Как сделать...":

-
В нем деталей больше чем в паллете, а зажимов таких надо пару плюс прилепить к ПУ, т.е ещё и еще детали. А в паллете - две одинаковые губки, основание призмы, 4 клина (если составной вариант) да 2винта и 4 штифта. Токарки нет вовсе. Переворот присутствует. Я её никому не сватаю (см.пост #1945), сам делаю гибрид ефимовской и доролиста.
-
Куча винтиков это 4 штуки? И они понадобятся только для тройного-двойного клина. Для параллельного обуха нафиг не нужны. И я не проталкиваю эту шнягу, просто в теме про точилку Ефима, кто-то сказал, что Ефим точилкой #5 убил рамку. Я и накидал эту паллету как образец убития рамки, т.е. принципа поворотного вокруг горизонтальной оси ПУ. А в Ефиме-5 рамка не убита, а только ранена, т.к. мама-рамка заменена на папу-стержень:-)
-
Это не распорные винты, а упорные. Вкручиваешь с двух сторон на одну величину, равную половине изменения толщины клинка. А на другом конце на больше если там клин тоньше. А зажим осуществляется параллельными частями губок по максимальной толщине обуха.
-
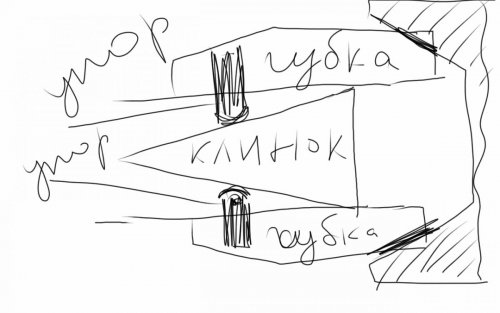
Думаю, 4 винта-пина типа таких, но со сферической головкой, расположенные ближе к губкам решат проблему зажима двойного клина, а поперечный разрез губок с оставлением перемычки решит проблему с тройным клином:

-
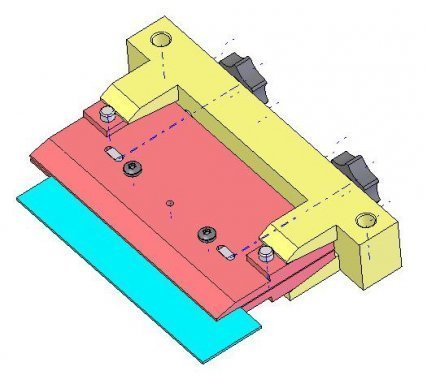
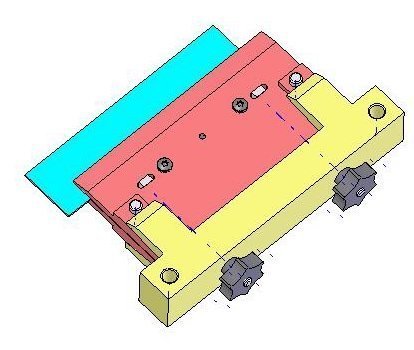
Камерады, выношу на обсуждение вариант ПУ паллетного типа. Накидал его просто для примера к преимуществам точилки Ефима, убийства им поворотной рамки и др.при обсуждении в теме "как сделать точилку Ефима". Но там кто то заинтересовался, задавал вопросы и я накидал версию 2 исправленную. В той теме она оффтоп, так что смотрите здесь: В ней губки самоцентрируются и при перевороте паллеты (призмы с губками в сборе) затачиваем вторую сторону клинка, установив их на две колонки на основании точилки. Деталей в ней минимум. Токарки нет. Фрезеровка, слесарка. Если есть - лучше проф.шлифовка, но думаю без неё тоже можно. Что думаете?

-
Сорри за оффтоп. Свои картинки удалил, т.к. выкладывал их для пояснения как раз цимуса ПУ Ефима.Накидал новый уже исправленный вариант и перенес его в "самодельные точилки"
-
Vaska_257, этот вариант я нарисовал как пояснение к посту #4105. Просто мысль изобразил. Делать его не собираюсь, т.к. делаю гибрид точилки Ефима и доролиста. Да и привык любую вещь в металле сначала обкатывать в 3д в sw, чтоб потом не переделывать. Спасибо, конечно за схему, но с тригонометрией я на ты и тангенс угла считаю просто на калькуляторе :-)
-
Так то те же яйца, но вид сбоку. Вместо направляющих окон рамки мамы, направляющий стержень папа.Фишка то во всех ефимовских точилках и их клонах - ПУ, которое с ОДНОЙ установки клинка позволяет выполнить заточку с ДВУХ сторон клинка простым поворотом планки (рамки, стержня) с зажимом (зажимами). И в Ефиме-5 эта фишка есть. Рамку то он пусть и убил в ней, но вся прелесть ПУ осталась. Первоначальное гениальное техническое решение осталось, только вариант исполнения новый.
-
Фото/видео в студию!
-
Тема то вроде "как сделать точилку Ефима"? Разве она может называться его именем без фишки в виде поворотной рамки?:-)