Андрей3
-
Публикаций
155 -
Зарегистрирован
-
Посещение





Достижения Андрей3
26
Репутация
-
Там немного не так все происходит, постоянно подают жалобы на товар в магазине и его блокируют, приходится решать часто этот вопрос. И это же понятно, что не просто прохожие пишут что это холодное оружие....
-
Тогда если есть такая возможность напишите человеку: Для корректного отображения показаний ручка должна фиксироваться в одном положении, для этого на дисплее угломера есть соответствующая индикация. Это настраивается только один раз. For the correct display of the readings, the handle must be fixed in one position, for this there is a corresponding indication on the display of the angle finder. This is only configured once.
-
Тест жесткости поворотного механизма. Измерение величины прогиба края зажима относительно основания точилки в зависимости от нагружения. Нагружение от 0 кг до 5 кг с шагом в 1 кг.
-
Элемент информационной войны от пользователя который за 7 лет написал один пост? Ссылку бы дали, а то у меня вот так получается:
-
Рамка, которая всем так не нравится после МО перед поезкой на пескоструйку

-
врядли это получится, опять же если известно как то прошу рассказать как. Обычно после покраски только все вылазит. Фото не делалось для мелких деталей, поэтому что получилось.
-
я не задал ни одного повторного вопроса. А замалчиваю это вопрос Ваш Уууууууууу.....???? Я б не подымал на Вашем месте этот вопрос... у Вас опеределние угла с учетом кватернионов? Очень бы хотел посмотреть на Вашу формулу.... Это как понять? Сам придумал - сам обиделся???? Параллельно это когда зажимной винт идет на перекос при закреплении тонких клинков? Вы точите ножи только с идеальной слесаркой? Т.е. вот прямо все симметрично с двух сторон. Если да, то хотелось бы показать значение угла при закреплении клинка, потом его раскрепить и снова установить и опять же показать то же значение угла. Это тоже... слышал звон и не знаю где он... а потом только утверждения что на вопросы не отвечаю, повторю еще раз: принцип работы такой же как у автомобильного амортизатора. Поверхность по которой скользят шарики и посадочные места для шариков. Может так сделаете? Посмотрим...
-
Из чего такое заключение? Так трёп или дискуссия? Для того чтобы сделать некоторые выводы по улучшению, пока промежуточные такие: 1. Угломер лучше на проводах сделать и чтобы была возможность обнулить по кубику. (но еще не понял зачем пользователю угломер если у него есть кубик). 2. Детали лучше делать из менее прочных и более легкообрабатываемых материалов, поскольку шероховатости поверхности в Ra3.2 недостаточно, а стойкость инструмента и режимы обработки все таки лучше обеспечить не по стали. 3. Фаски на деталях тоже лучше не делать на станке, лучше пройтись напильником. 4. Сферические гайки не нужны в зажимах. 5. Регулировка симметрии угла заточки так же не нужна. 6. В демпфере поворотного механизма нет потребности. 7. Упрочнение трущихся поверхностей так же можно не делать, а если детали будут из более обрабатываемых материалов то это в принципе невозможно. Прошу поправить, если что-то упустил.
-
предпочитаем педантичного.... не так уж много заказов в этом направлении
-
Можно, но как я уже говорил это будет не раньше апреля, и нужно чтобы было готовых хотябы 30 шт. Пока еще тестируем, отошли от фильтра Калмана, сделали по другому. так мы же здесь и дискутируем, а не скандалим. ну не все же они такие? Я же не первому попавшемуся отправил, этот делает много обзоров разных заточных систем, и не хвалит их, а говорит как есть. При этому лучше же отправить на обзор тому язык которого понимает большая часть населения. Хотелось бы конечно понять чем этот человек не так обзоры делает, но я так понимаю это невозмоно, по крайней мере здесь. Помнятся Ваши уважаемые прогнозы которые еще в 2017 говорили о скорейшем закрытии этого проекта.... А вот пользователь голосует рублем. Больше информации и отзывов можете посмотреть на нашей странице в фейсбуке, да Вы и так это наверное знаете.
-
эти скандалы ведь только от конкурентов. видео было но очень давно и не наше, если нужно то дам ссылку, но там очень старая версия. На нашем обязательно при загрузке будет название нашей точилки, это Вас устроит?
-
ну я же написал. я не могу знать когда и какую версию Вы держали в руках. Подскажите пожалуйста тогда как показать качество обработки окрашенных деталей.
-
не всем же сразу доходит, что неплоха схема.... Может и мы на проводах сделаем чтобы уменьшить количество контроллеров, кто знает..... этот совсем тормозить будет... да и точность показаний вообще у него никакая... Краска скрывает или выявляет дефекты поверхности? настолько этона сколько? 2? 3? 5мм? откуда информация что не по центру? могу видео снять, тогда проще воспринимать пространственные объекты на фото.
-
для надежности нет необходимости крепить анкерами? Использовать резистивный сенсор с потреблением 500мА??? Зачем? Один этот дисплей будет уже по цене б/у смартфона, причем смартфон автономный и имеет емкостной сенсор. Сколько в таком случае предполагается использовать контроллеров? Два датчика для того чтобы использовать схему предложенную нами? При этом их проводами соединив, на сколько проводов хватит, перегибаться когда они начнут?
-
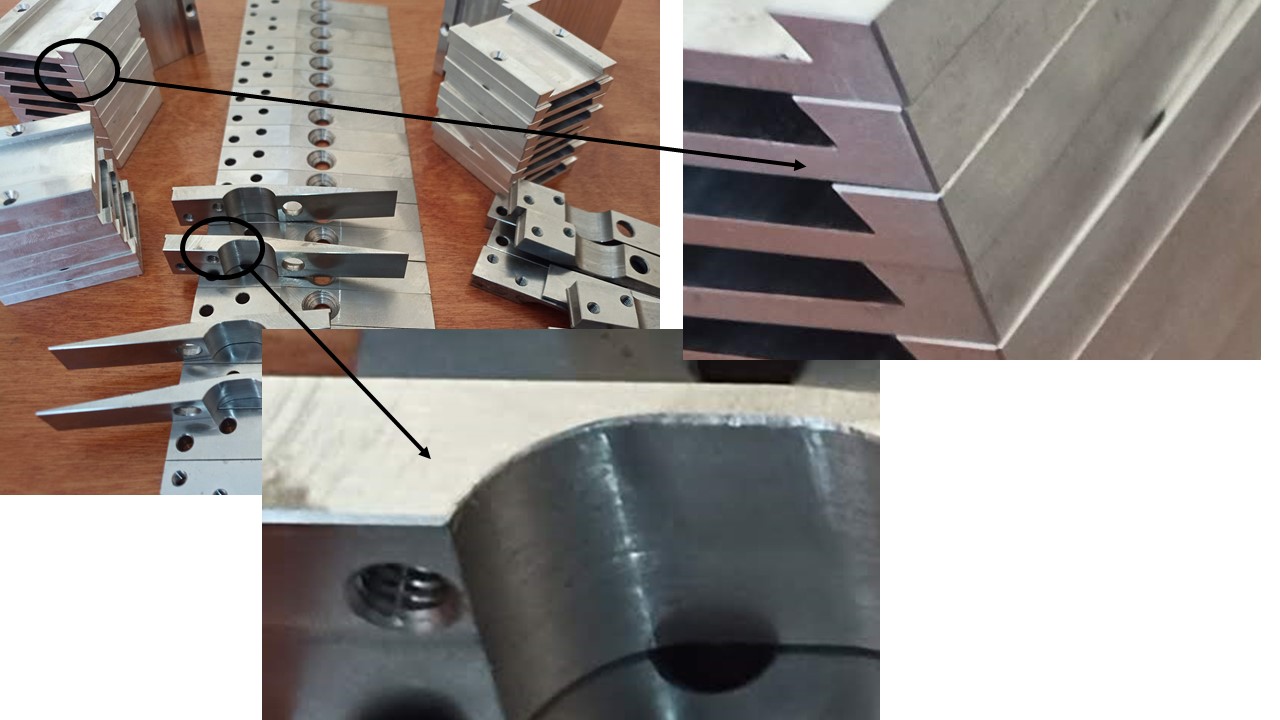
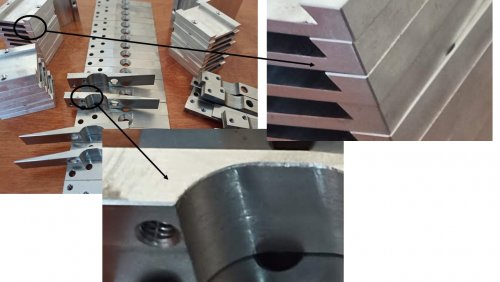
на левом фото - тестовый вариант, любому же понятно что в серию будет идти то что изготовлено на ЧПУ. На правом фото так же любому понятно что отверстия разные поскольку они разных деталях и они имеют зеркальное расположение, одни резьбовые другие нет - поэтому и разница между отверстиями. Большое отверстие черновое, сферическая поверхность выполняется после покраски.