Aleksey-SARATOV
-
Публикаций
3 -
Зарегистрирован
-
Посещение
Тип публикации
Форум
Календарь
Файлы
Блоги
Галерея
Все публикации пользователя Aleksey-SARATOV
-
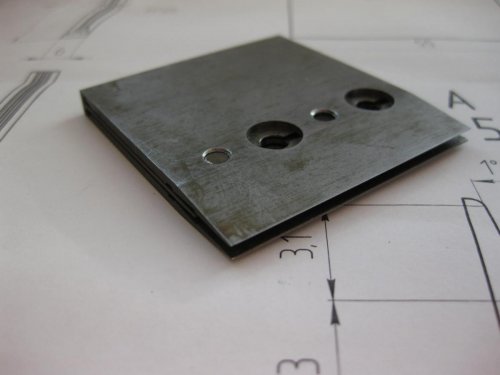
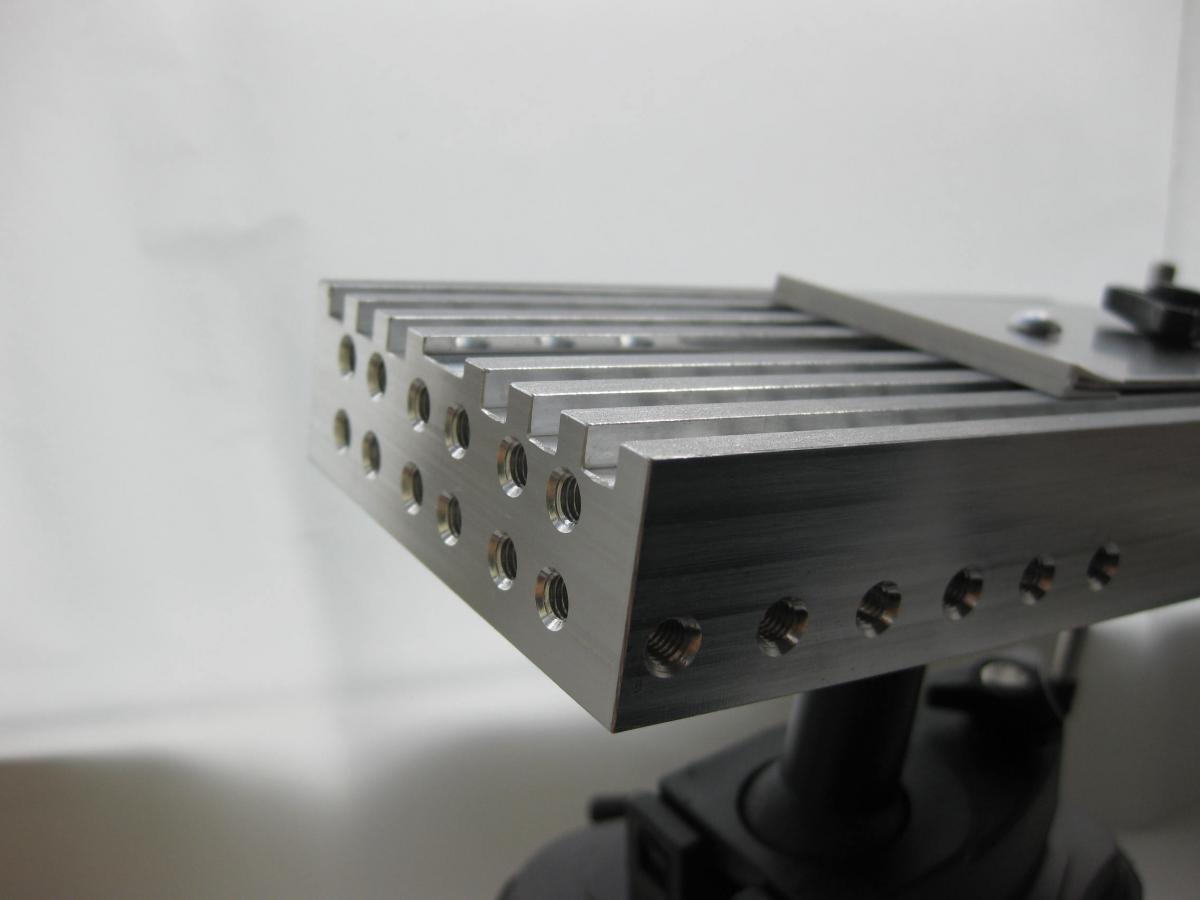
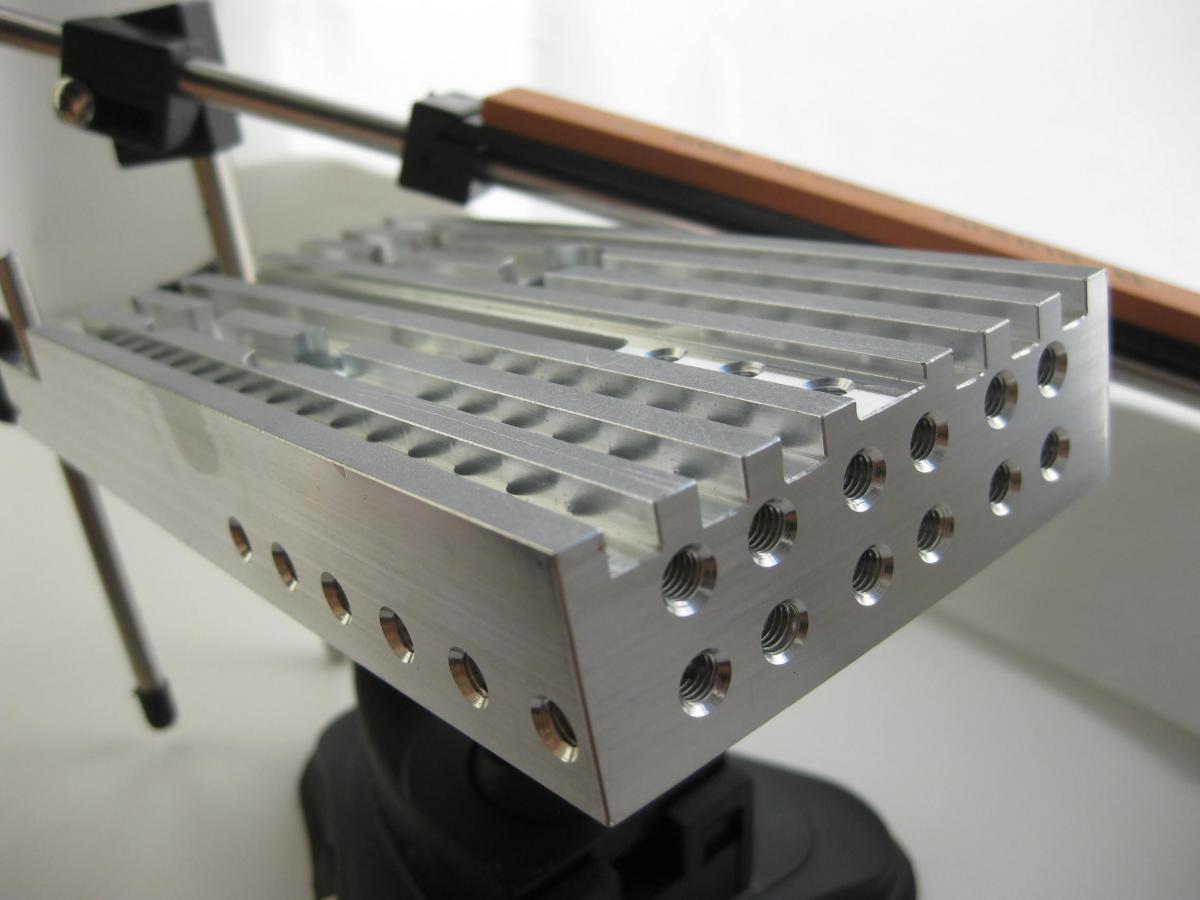
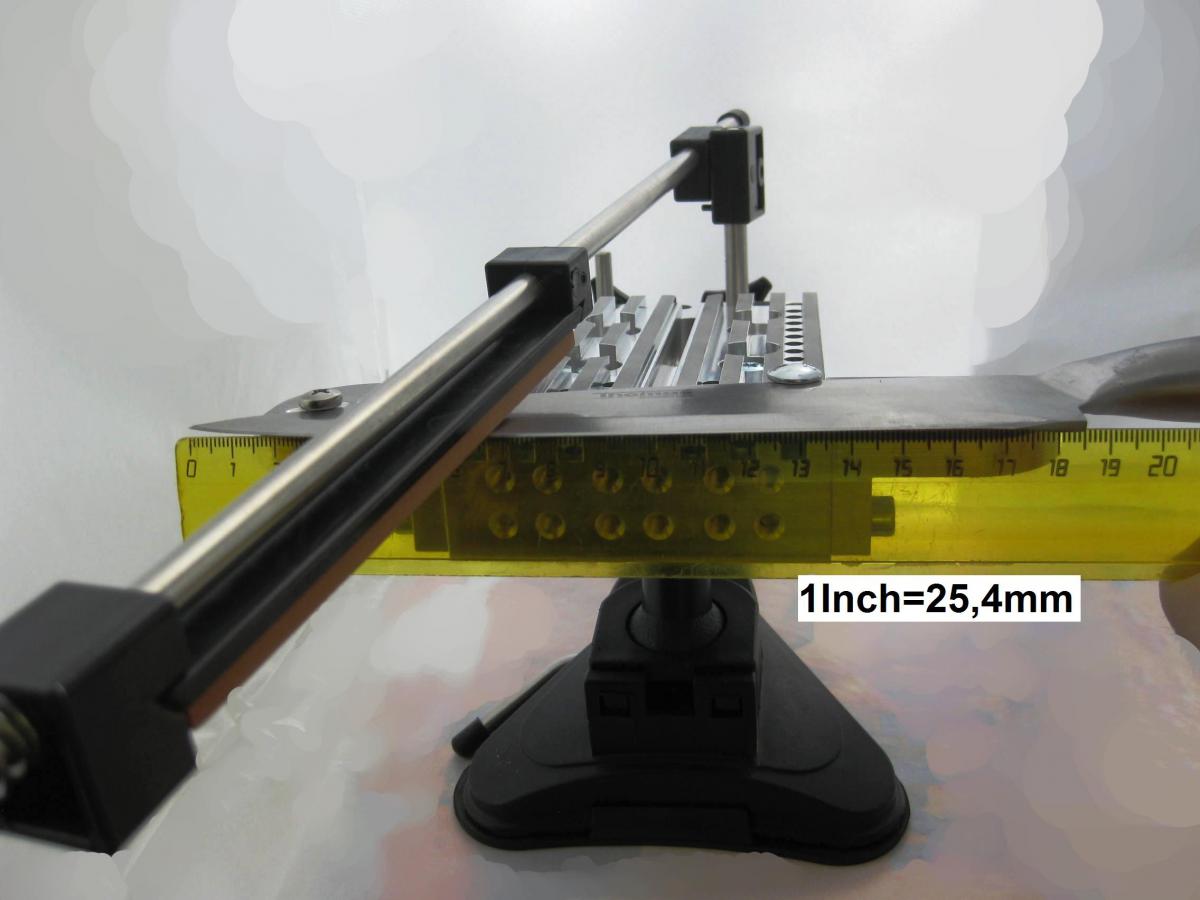
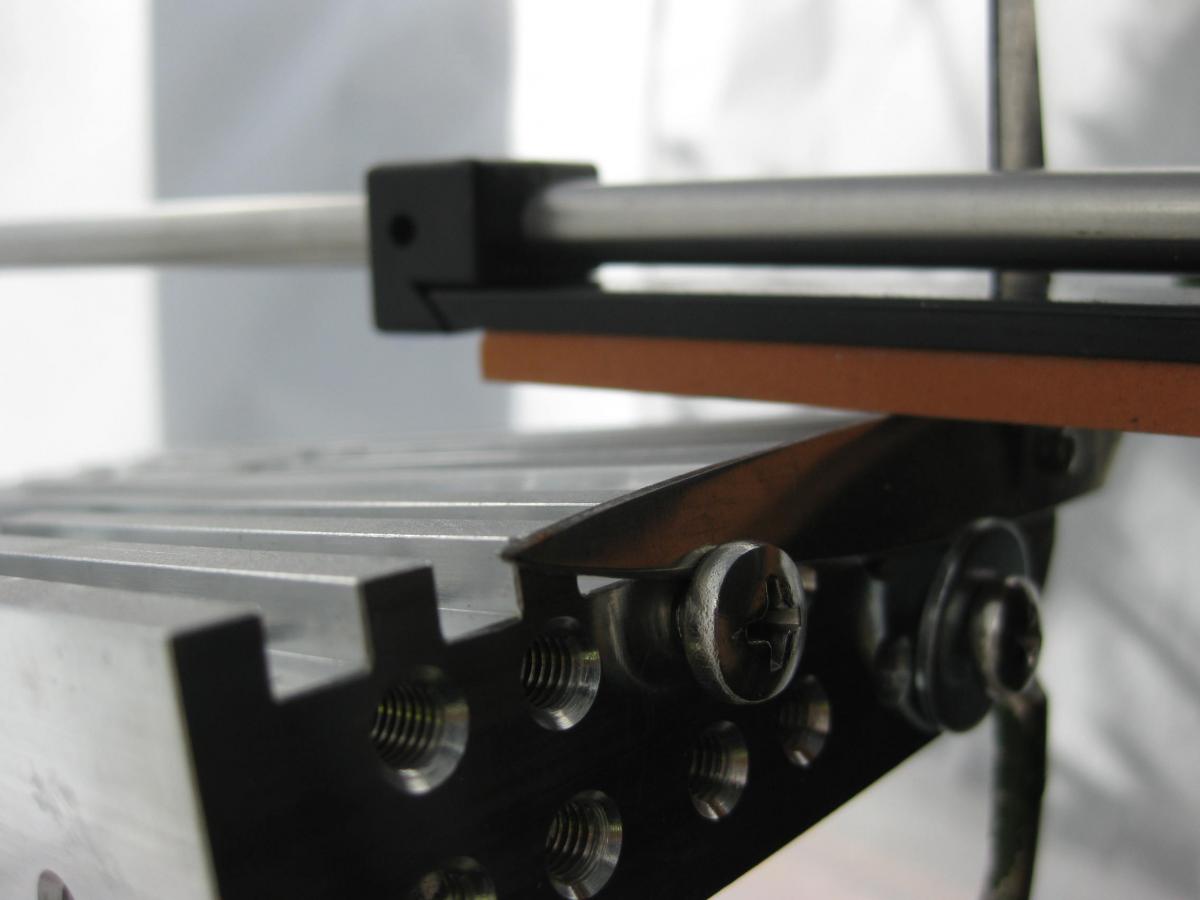
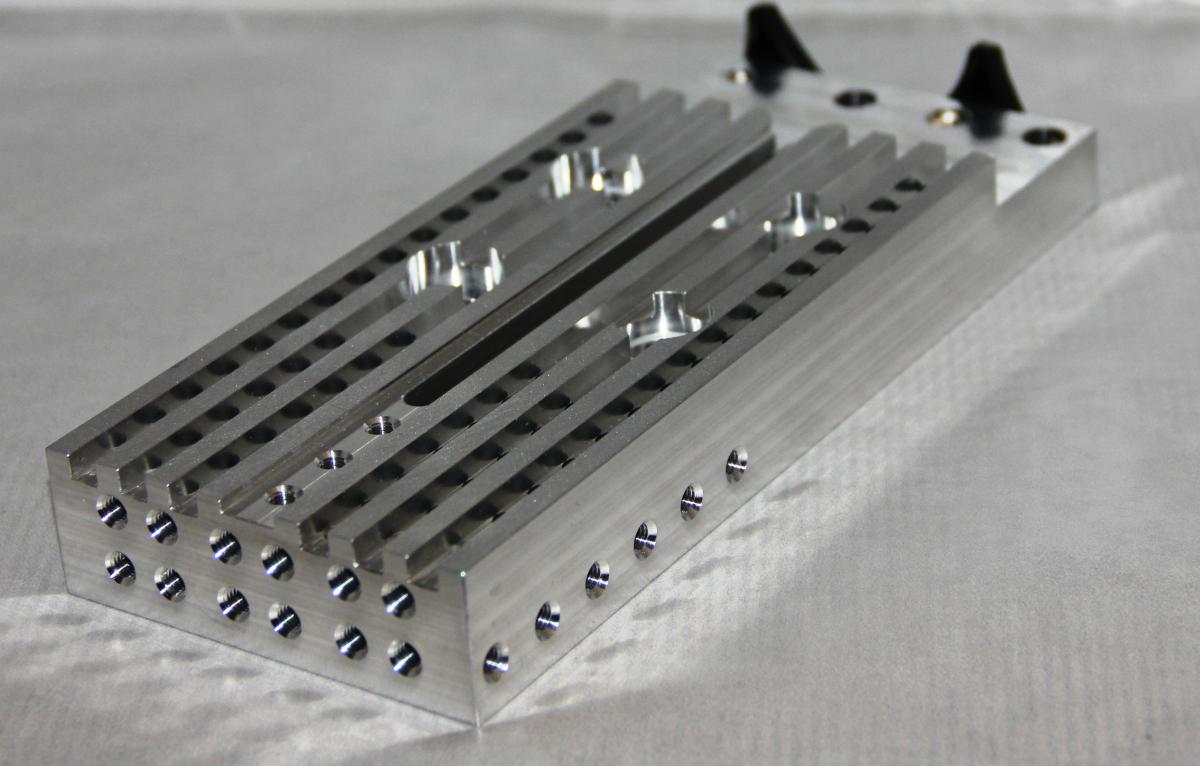
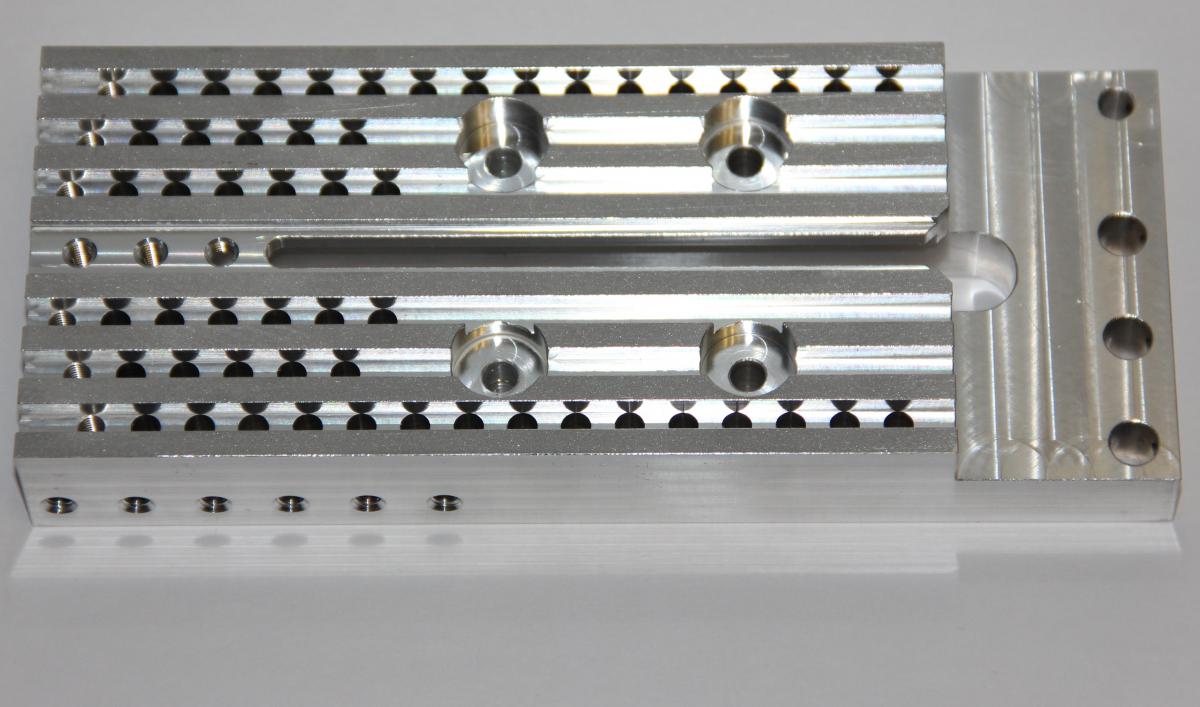
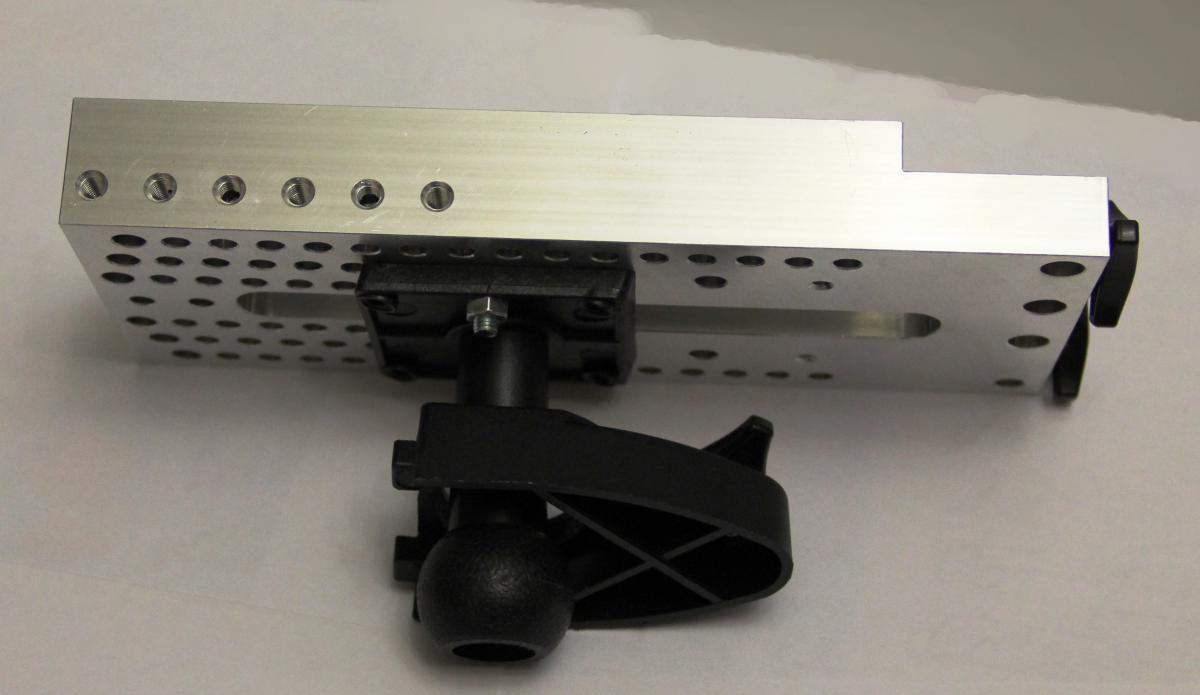
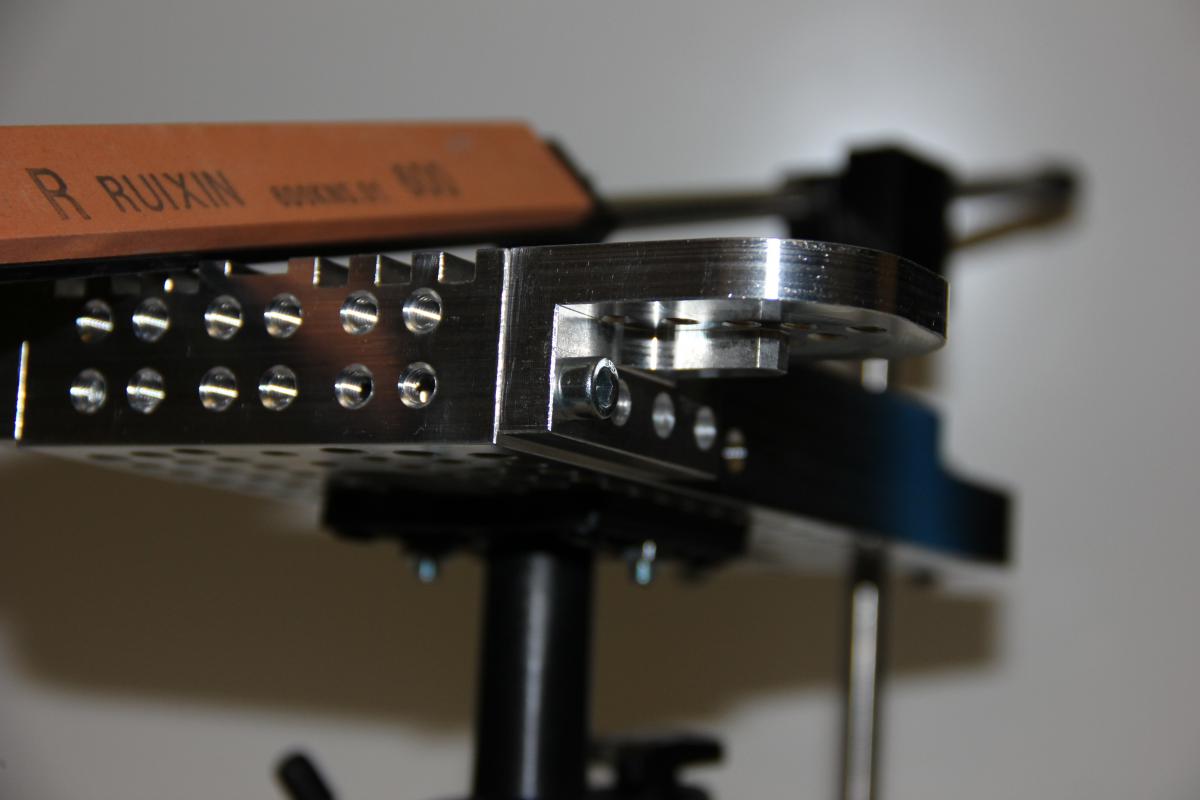
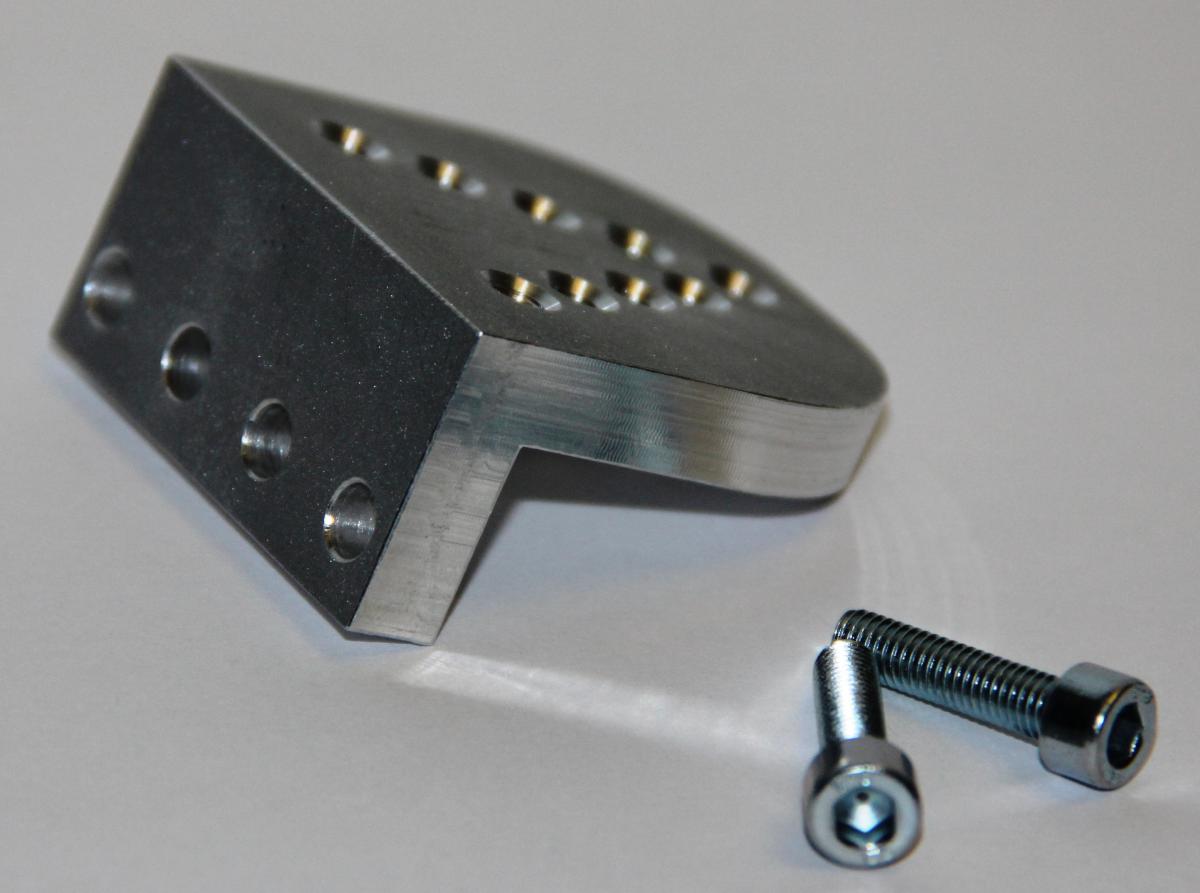
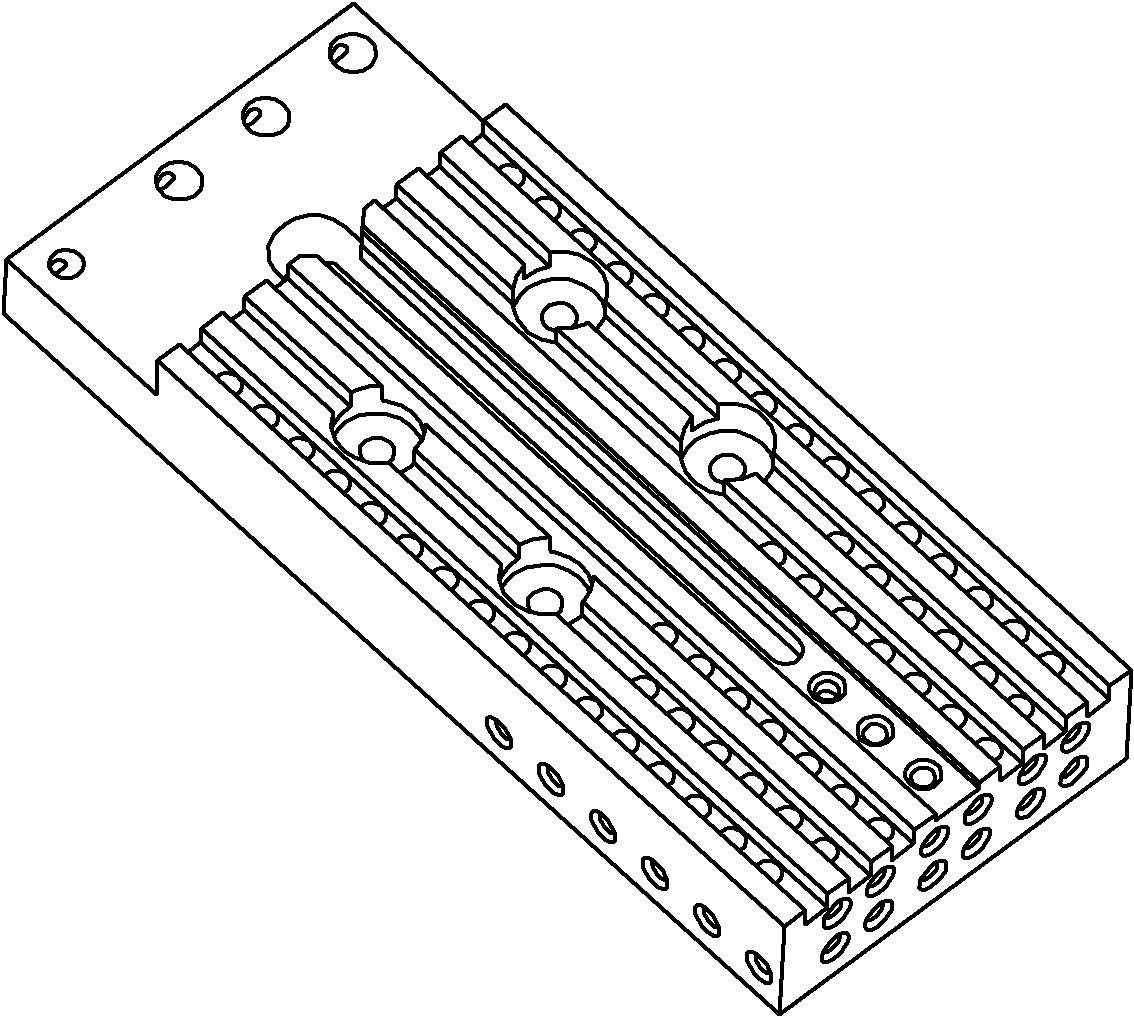
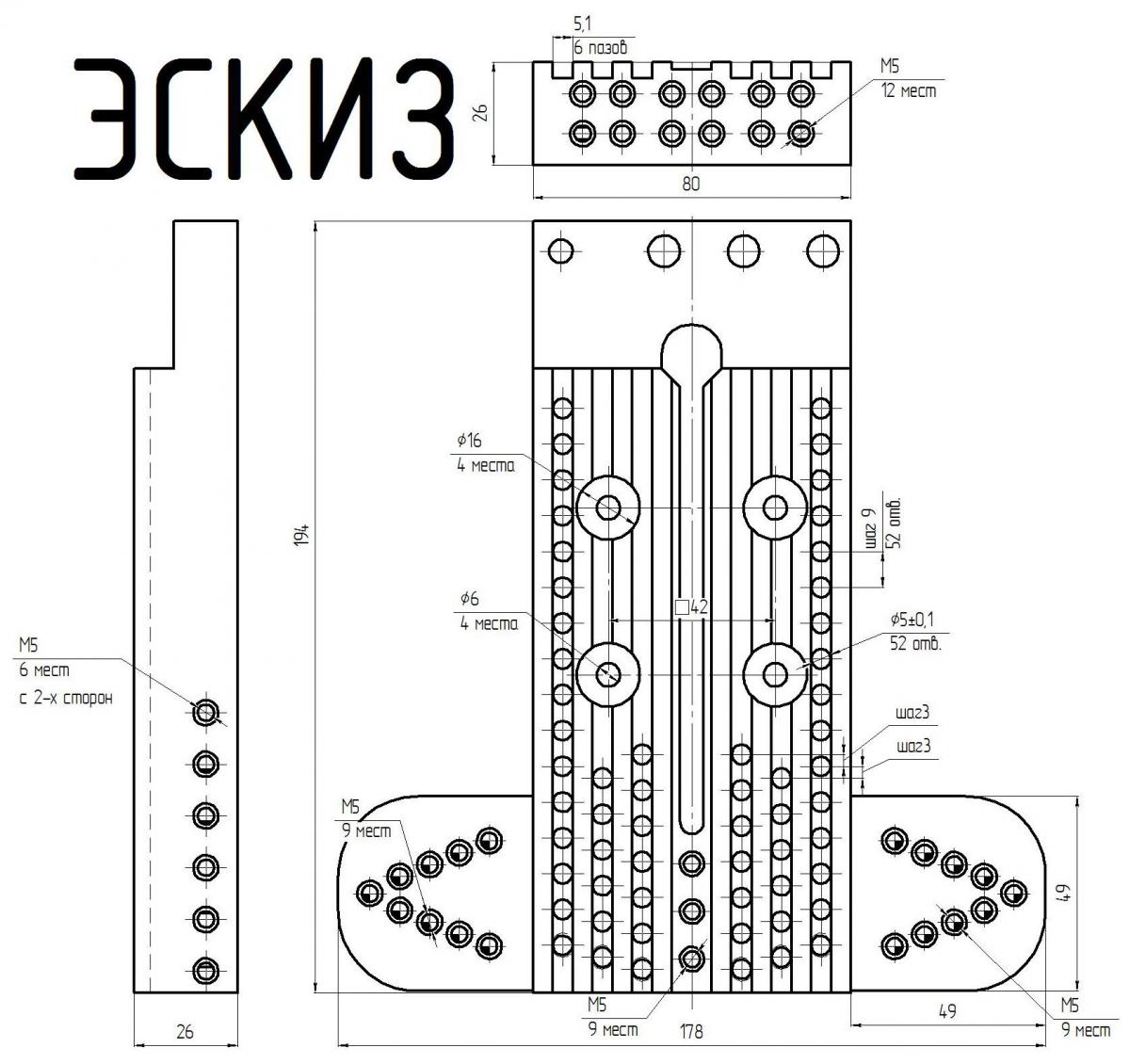
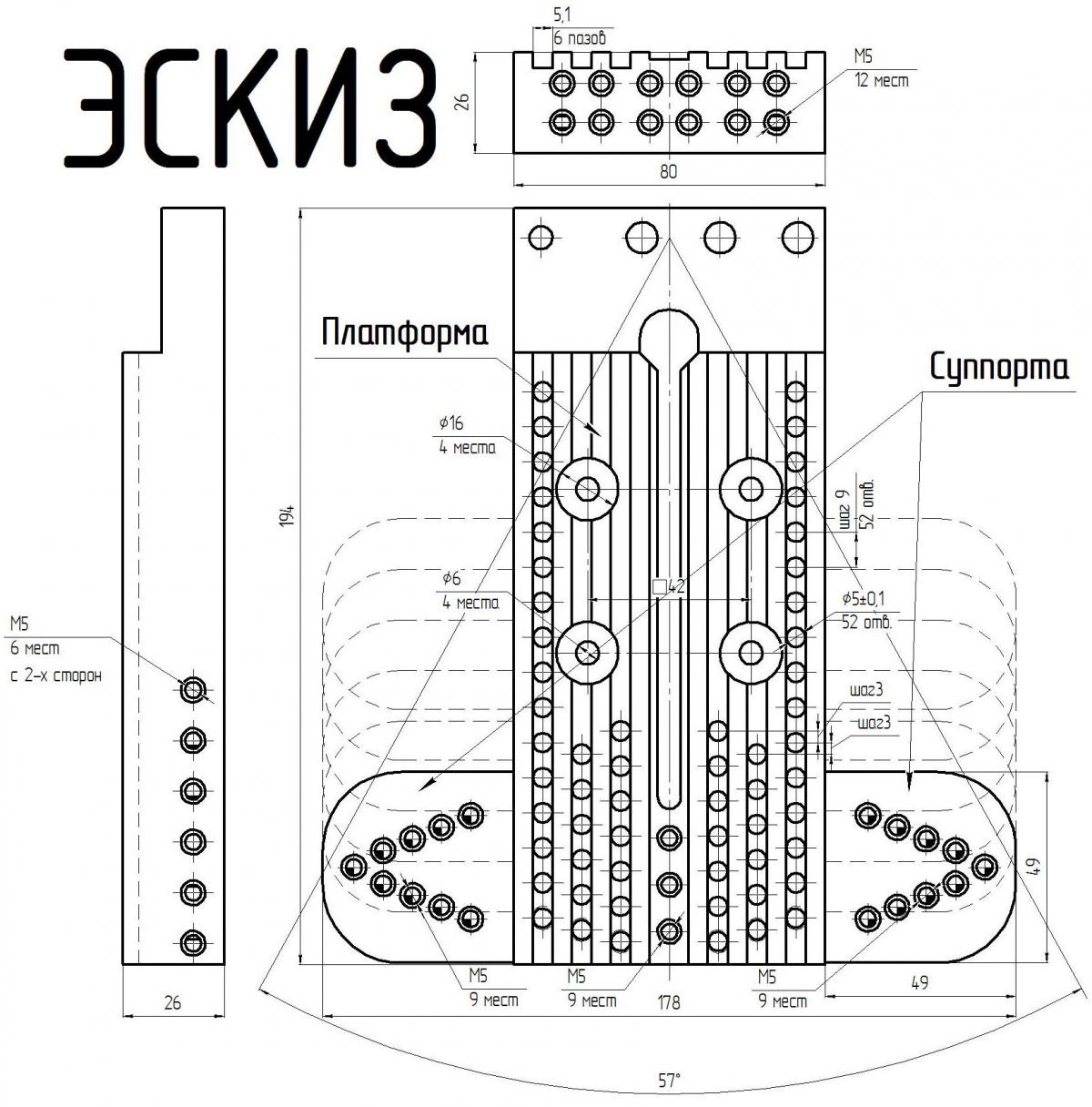
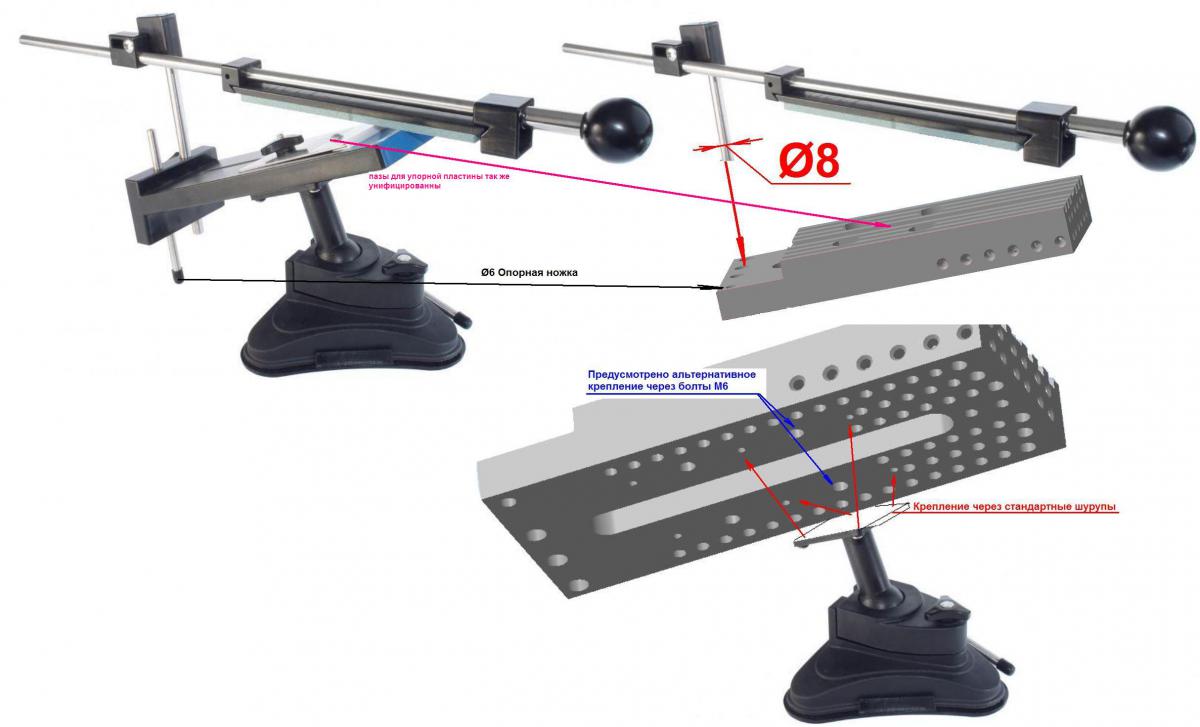
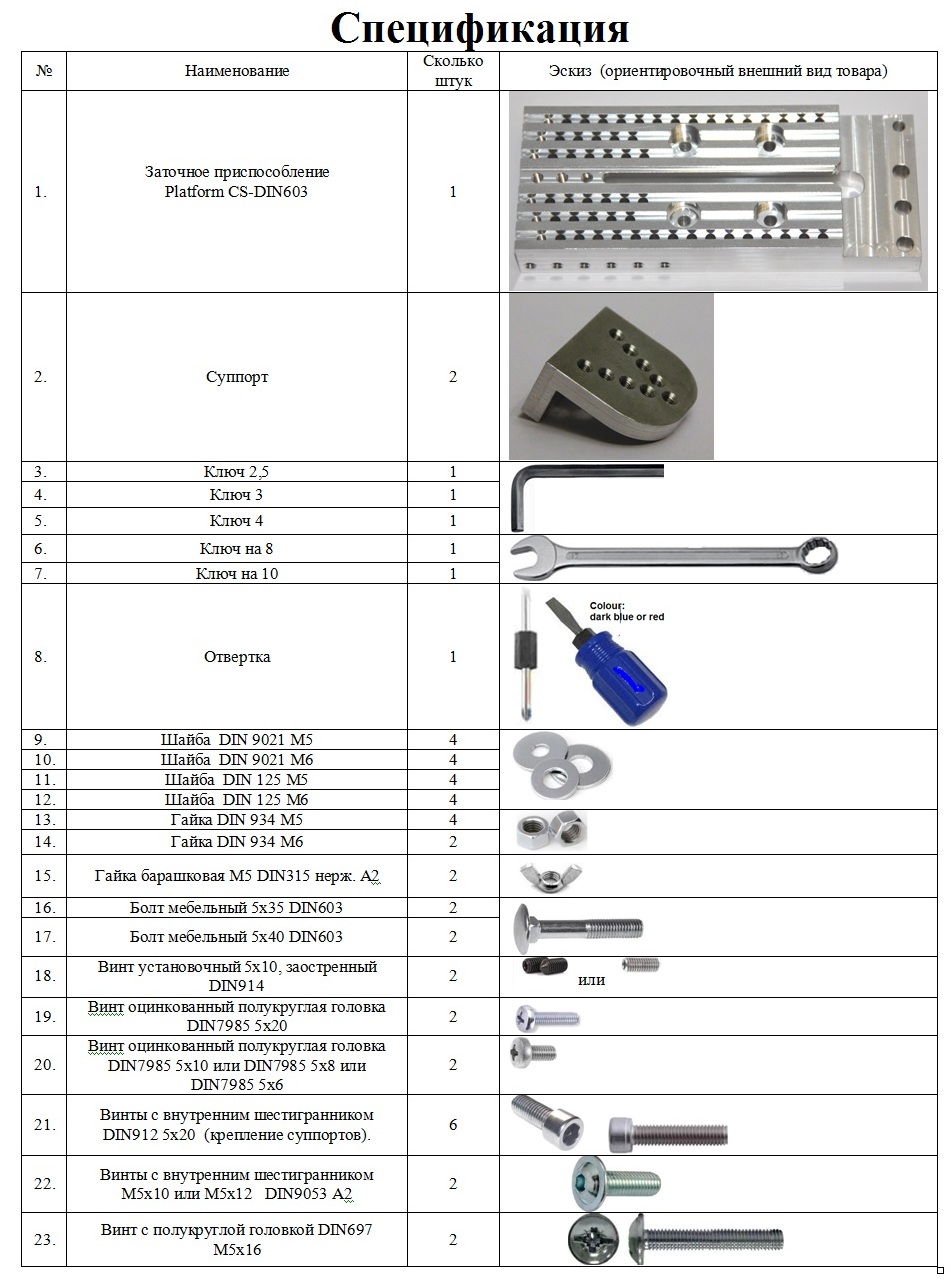
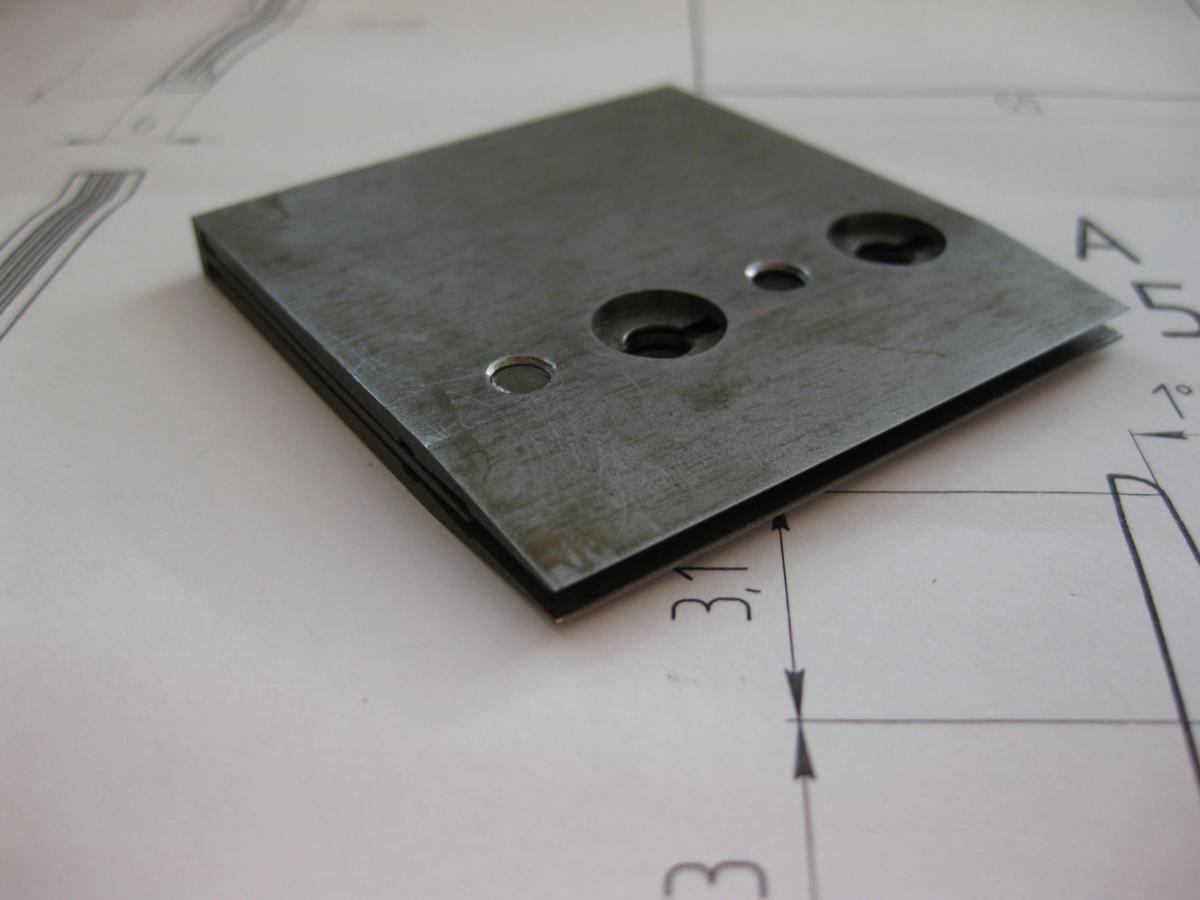
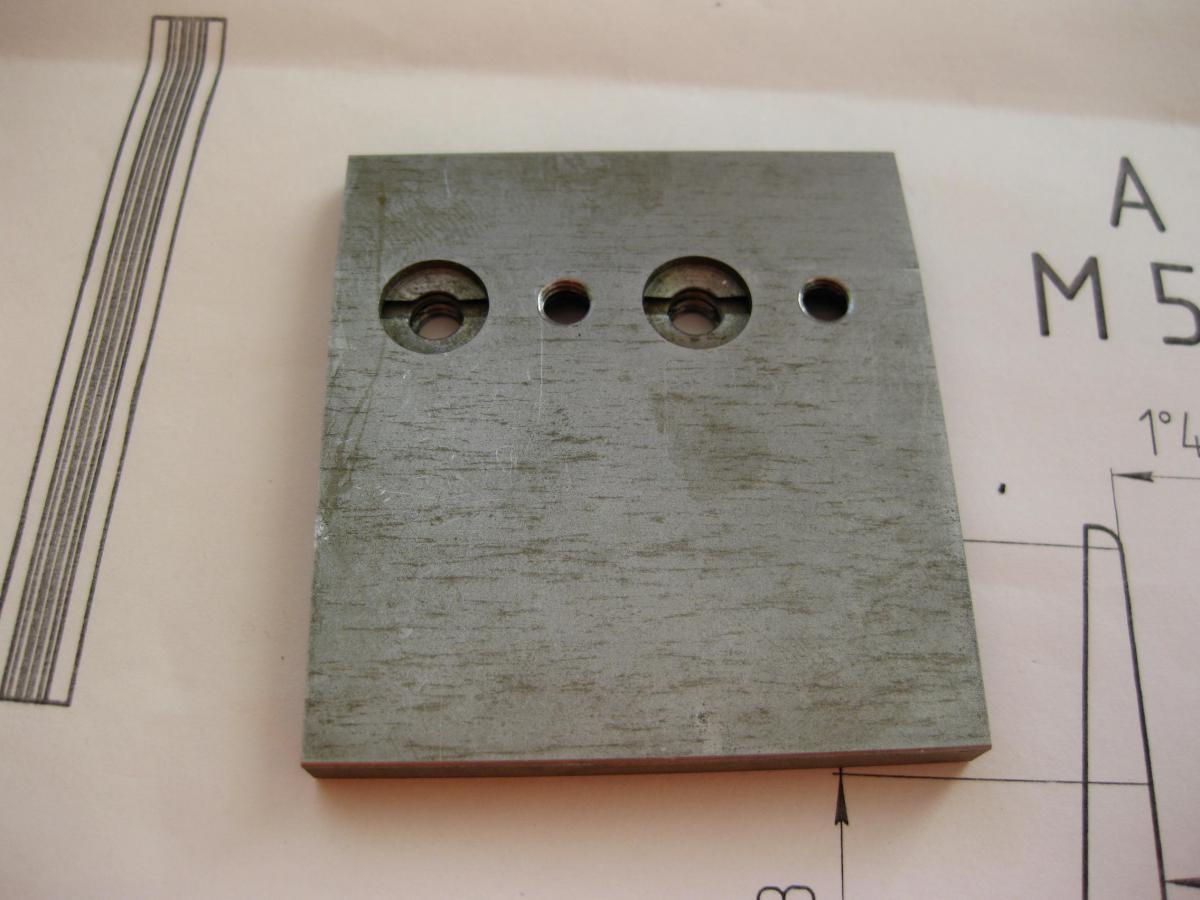
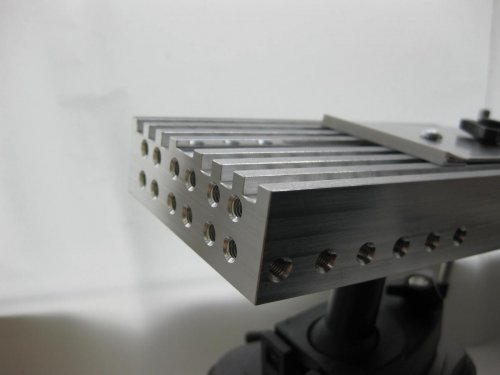
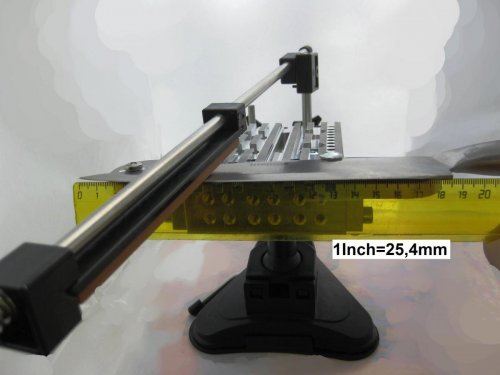
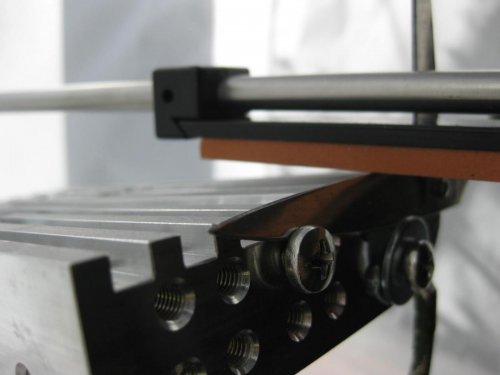
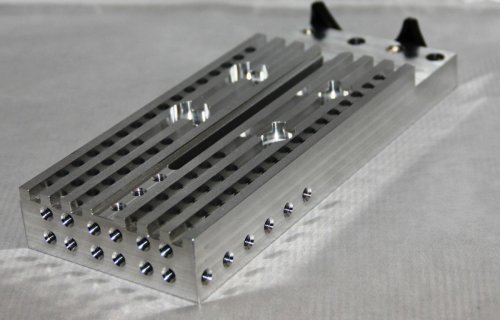
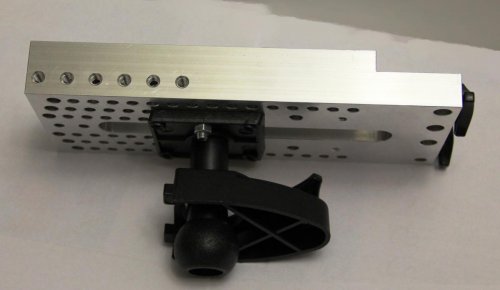
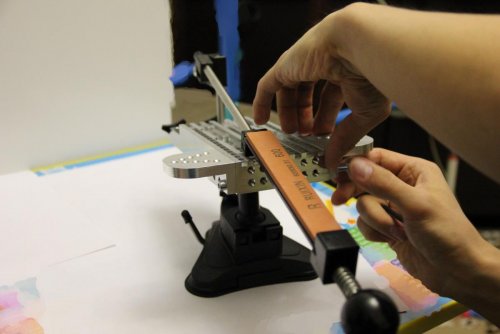
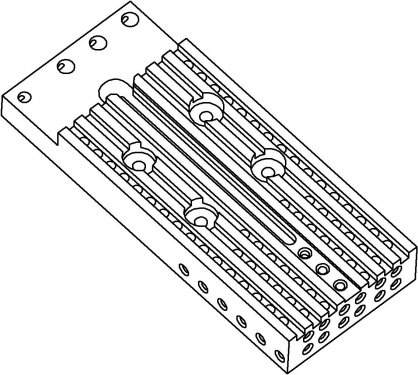
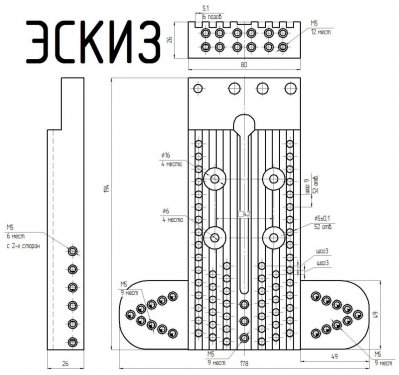
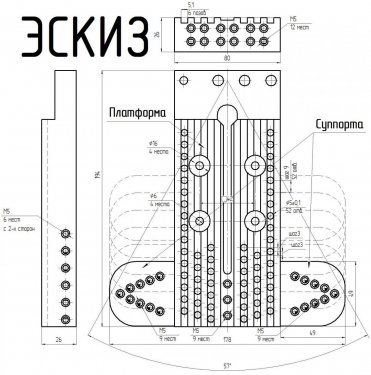
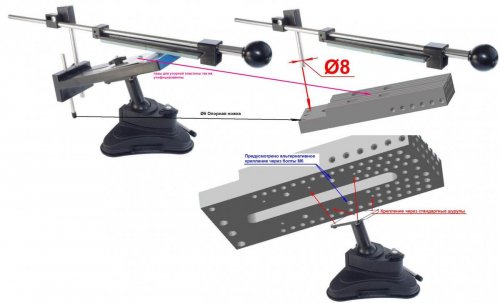
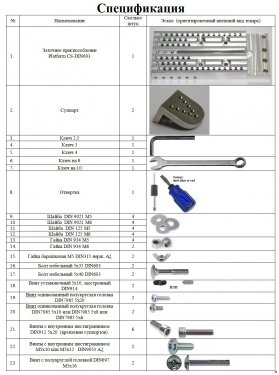
Платформа КС-DIN603 Для профессионалов в заточке ножей! Преимущества перед эквивалентами: + Мощная алюминиевая платформа (26мм толщина) лишена недостатков платформы (предметного столика) эквивалентов – отсутствуют прогибы при затачивании. Эта проблема едва ли не самая главная в аналогичной точилке из пластмассы, она особенно очевидна при точении ножей, которые длиннее ширины столика точилки. + Имеется координатная сетка с 52-я отверстиями, для крепления ножа по средствам болтов 5х35 DIN603, кстати, отсюда и название (Платформа КС-DIN603 (координатная сетка)). + При необходимости можно легко одно или несколько отверстий (из 52 отверстий) сделать резьбовым (М6). + В базе имеются резьбовые отверстия М5, для крепления, установки упоров сверху, установки упоров снизу. + Имеется возможность присоединения дополнительных универсальных суппортов для длинных клинков. (стандартно делаю 2-х дюймовые 49х49; итого можно позиционировать 7-ми дюймовые ножи) + Суппорта сделаны из алюминия и имеют возможность доработки по месту под нужную кривизну кончика клинка (являются расходным материалом); так же можно колоть (сверлить) в них дополнительные отверстия под крепление ножей нестандартной формы, или ставить упоры в резьбовые отверстия + Система выставления упора подходит от аналогов, однако она модифицирована и имеет возможность установки дополнительного прихвата, что особенно удобно при центральном расположении направляющего паза + Так же для сохранения равномерной величины фаски подводов предусмотрены дополнительные отверстия для смещения шарнирного узла на 20мм в обе стороны + Для заточки ножниц и прочего инструмента подобной конструкции предусмотрена система отверстий на лицевом торце платформы + Значительная протяженность координатной сетки отв. под болты позволяет без труда закреплять на «Платформа КС-DIN603» ножи типа «мастер-шеф» или маленькие топоры + Диапазон углов при заточке расширен благодаря занижению в 10мм и составляет порядка 1°-22° на сторону + Высокая геометрическая точность исполнения данного приспособления (составляет 0,01-0,02 миллиметра), позволяет выполнять самые требовательные условия в процессе заточки + Существует возможность доработки корпуса платформы по месту. + Все посадочные места унифицированы с китапексом (см. фото). (комент.: лично я закрепил через М5 просверленные в пластмассе китайского клона апекса.). + Профессиональная обработка на станке с ЧПУ с последующей притиркой базовых плоскостей НЕДОСТАТКИ ЭКВИВАЛЕНТОВ: 1-ая проблема: изменение угла при выходе из зоны опоры ножа. 2-ая проблема (жесткость заточного приспособления): У аналогов очень НЕ жесткая конструкция платформы – стола для установки ножа (особенно при черновом затачивании или при заточке спусков). Он сделан из пластмассы. 3-я проблема (жесткость затачиваемого ножа): Проблема носит объективный характер и состоит в довольно затруднительном затачивании кончика ножа, когда относительно тонкий кончик ножа (остриё) имея свою ограниченную линейную жесткость, начинает как бы «убегать», отгибаться от камня, подставляя свой спуск вместо режущей кромки. Многие мастера (YouTube) в своих видео подставляют свой пальчик снизу, однако это необъективно, так как пальцем не возможно однозначно остановить кончик ножа в нужном месте. Как следствие происходит заточка спуска ножа вместо РК. РЕШЕНИЯ: ИТАК, я применил алюминий. При этом понятно, что 26-и миллиметровая плита проката алюминия (весом чуть более 0,65кг.) гораздо жестче, чем 13мм планка из пластмассы эквивалента. По средствам выставления упоров (DIN603 болтов или винтов) и прижимов в координатной сетке Платформы КС можно однозначно определить положение ножа в зоне заточки (2-ая проблема решена). Для решения проблемы отгибания кончика ножа я разработал систему суппортов (проблема №3). Резьбовые отверстия на лицевой плоскости платформы для заточки ножниц. Идея применения суппортов следующая: кончик ножа имеет упор снизу, при этом может осуществляться дополнительный прижим планкой через резьбовые отверстия. Технологию заточки рекомендую применить как в семинаре Дмитрича ( ). Данная технология применима и рациональна так как исключает перекрепление.Решение первой проблемы: для сохранения равномерной величины фаски подводов предусмотрены дополнительные отверстия для смещения узла заточки на 20мм в обе стороны. «+» пишите на почту zatochka64@gmail.com (вышлю дополнительные фото, видео, отвечу на вопросы) мой канал https://www.youtube.com/channel/UCEkUo2-mtA4YqxaQTAvu6ag (там Вы найдете: как пользоваться, делать наладки на заточку, как выставлять суппорта и многое-многое другое, а так же на основании Ваших вопросов буду снимать новое видео) в наличии 4 комплекта (доставка по России включена в цену) Цена за комплект (смотри спецификацию) 12990 руб. Благо дарю за просмотр! Желаю Вам острой стали и легкого скольжения ножа!
















-

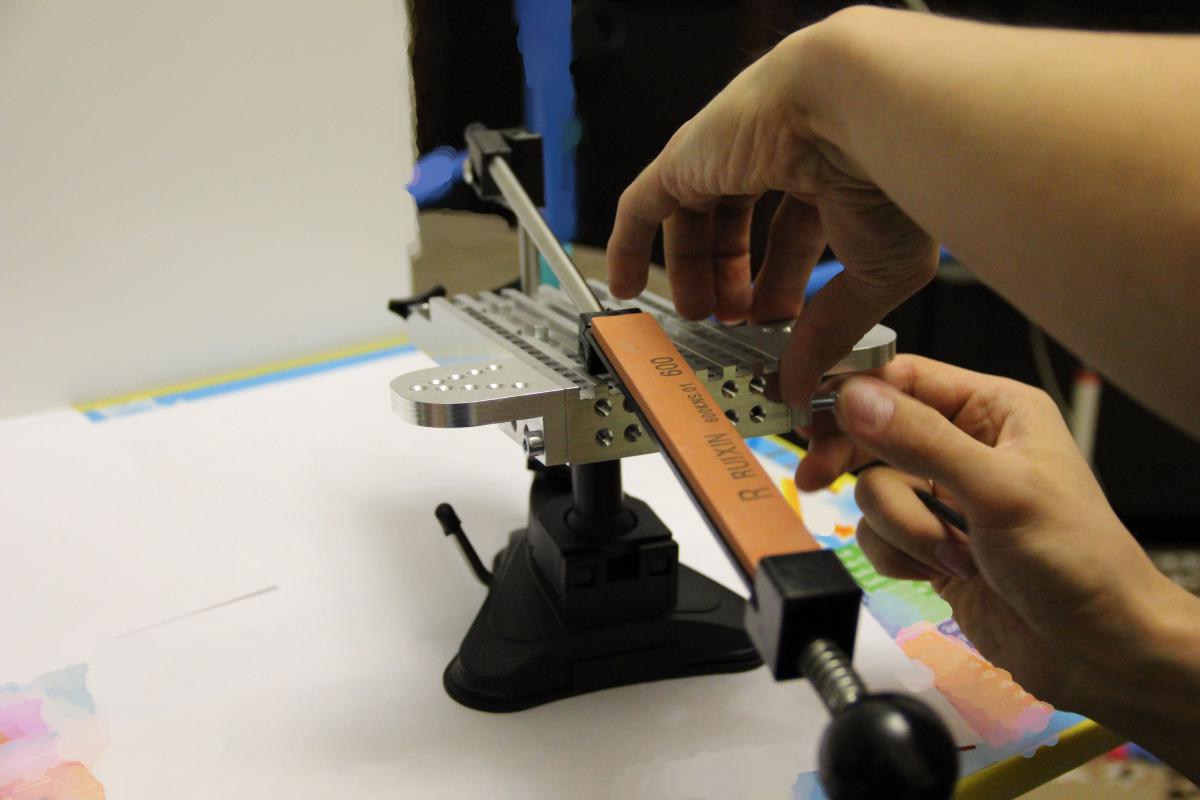
струбцина монолитная Струбцина монолитная на RUIXIN PRO (APEX EDGE PRO Апекс)
Aleksey-SARATOV ответил в теме пользователя Aleksey-SARATOV в Архив продаж
извиняюсь за задержку ответа. Конечно можно. Пишите Ваши параметры струбцины и материал из которого её сделать. Почту и телефон я указал выше. -
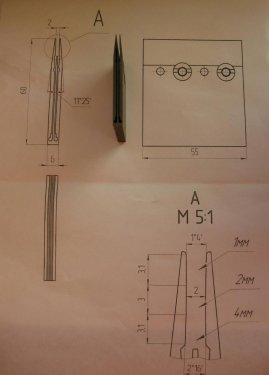
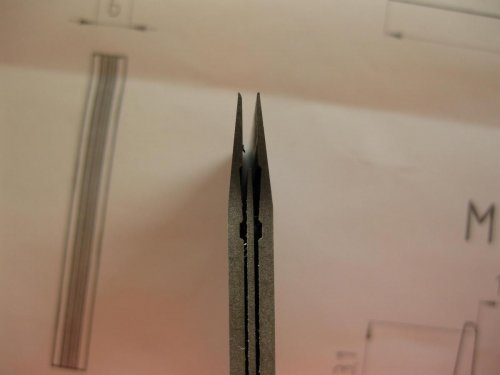
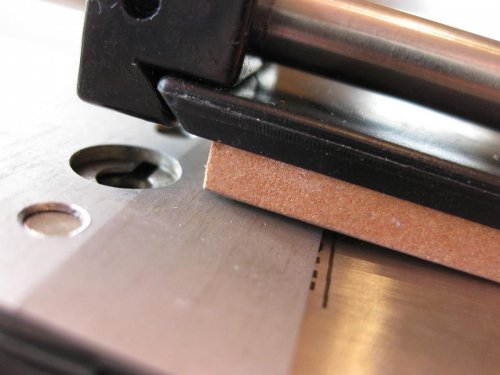
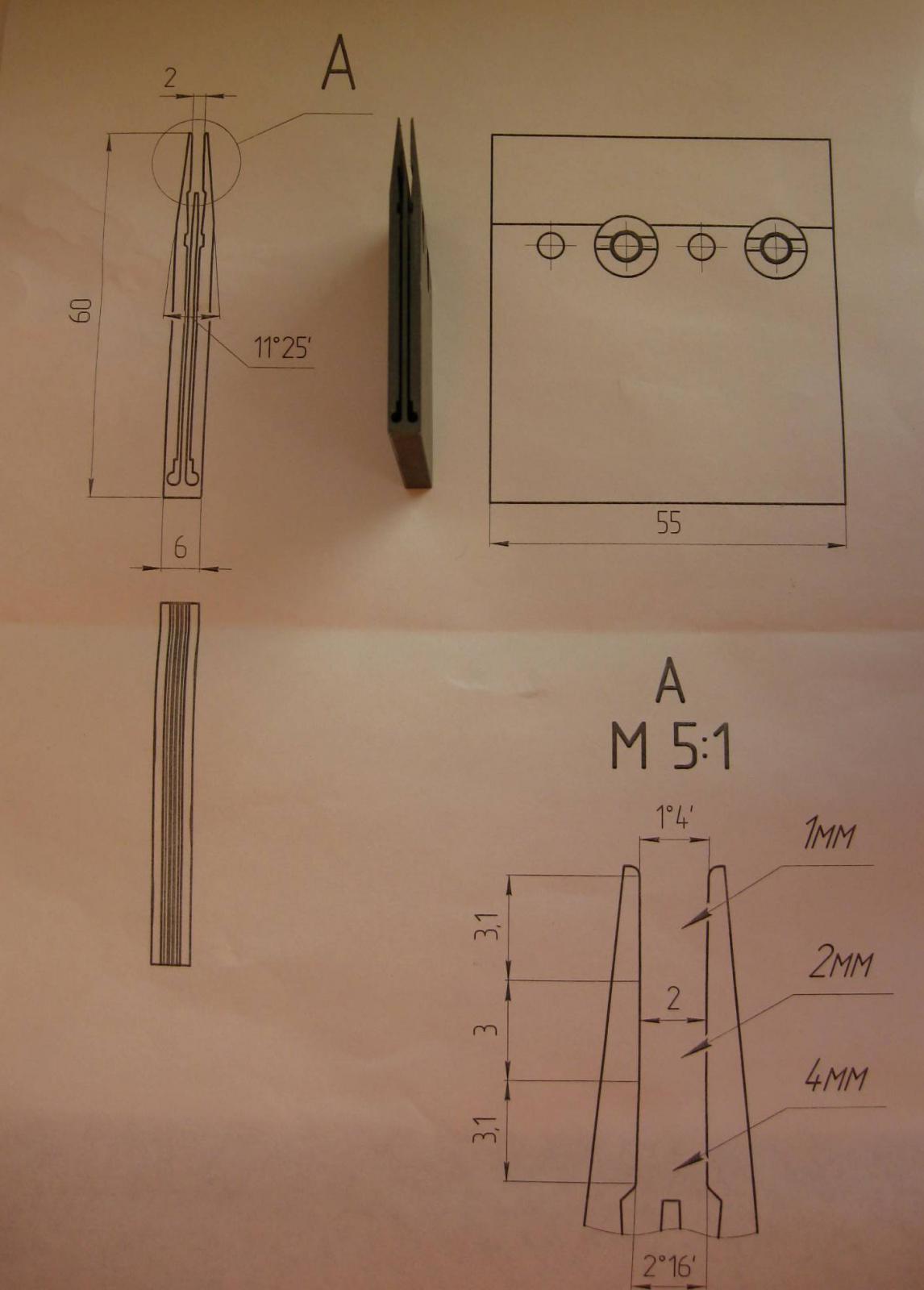
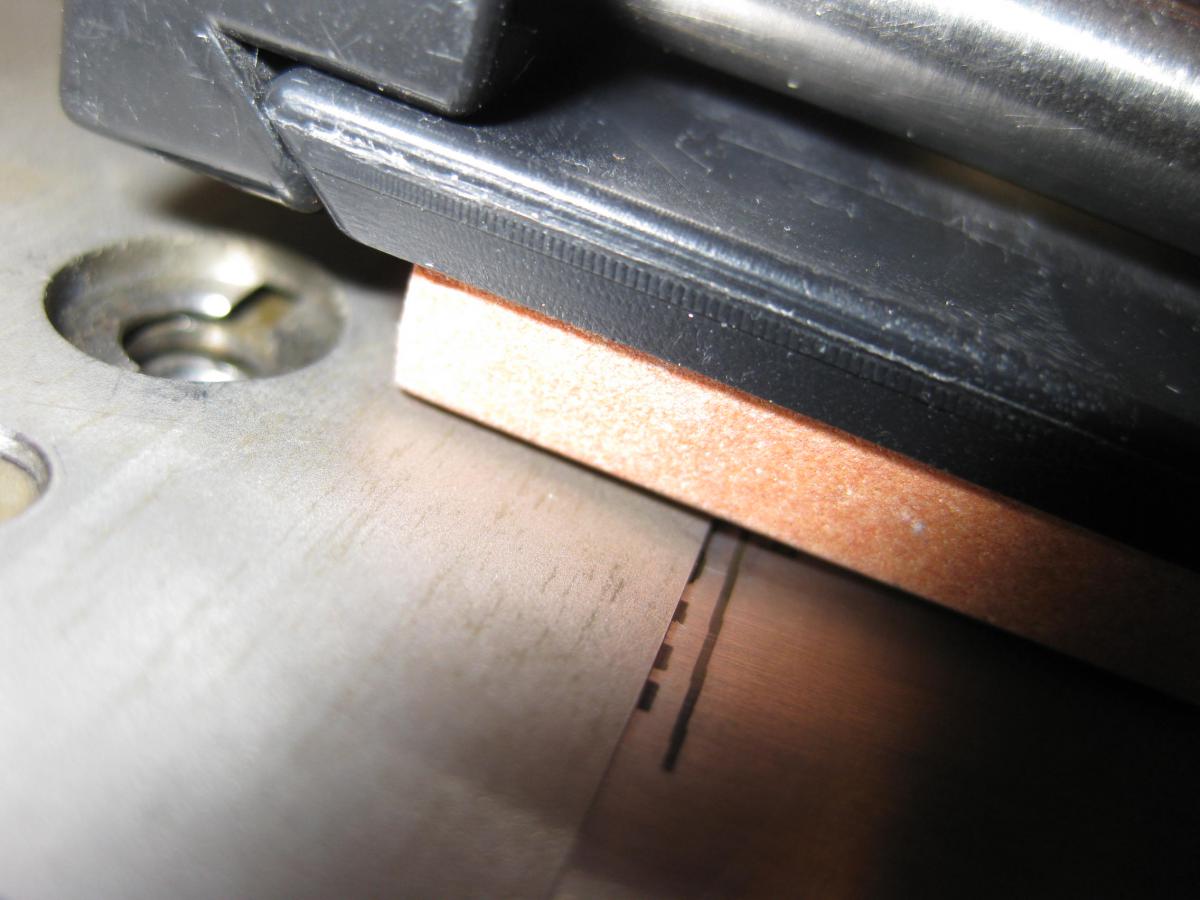
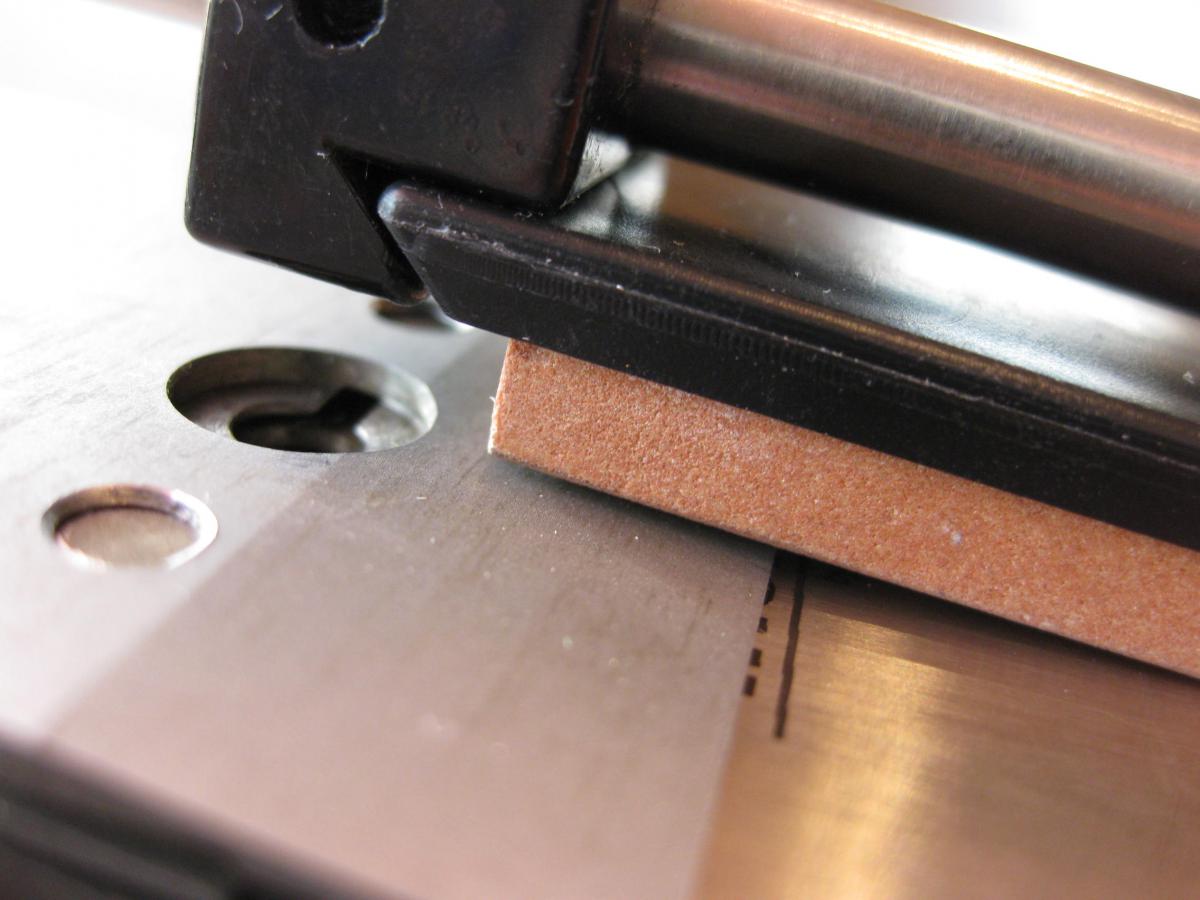
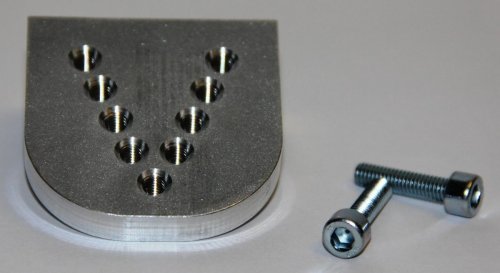
Струбцина монолитная из стали. Предложена попытка модернизации RUIXIN PRO (APEX EDGE PRO Апекс) в плане ускорения процесса заточки, а так же улучшения качества за счет применения приспособления струбцинного исполнения. (возможно изготовление из любой нержавейки, титана, алюминия) Так при заточке клинка при смене от стороны заточки к стороне (от камня к камню) нож в данной струбцине всегда позиционируется в одно и то же место. Диапазон работы струбцины в диапазоне 1мм-4мм, но может и до 8мм (зависит от исполнения) Места зажима у струбцины прошли электроэрозионное полирование и имеют весьма низкую шероховатость поверхности. Так же отполированы площадки под магниты. К минусам данного приспособления можно отнести то, что при заточке больших ножей необходим более длинный шток, чем тот, что в стандартной комплектации RUIXIN PRO. Цена струбцины от 3,3 т.руб. с доставкой по России Ценообразование прозрачно: ручного труда минимум (фрезерование и резьба), труда программиста еще меньше, конструктора 1 час работы, Но! на электроэрозионном станке данная работа идет 10,5 часов без остановки "+" оооочень много проволоки http://www.ionexedm.ru/ionex_Bedra_EDM_Wire.htm которая стоит очень не дешево. 8(908)5532 семь ноль восемь zatochka64@gmail.com