agan
-
Публикаций
81 -
Зарегистрирован
-
Посещение
Тип публикации
Форум
Календарь
Файлы
Блоги
Галерея
Все публикации пользователя agan
-
Вы размеры снимите цилиндра, только надо иметь в виду, что там, скорее всего, все в дюймах, поэтому измерять надо тщательно. Если согласятся- дам вам контакты с ними и уже дальше сами :)
-
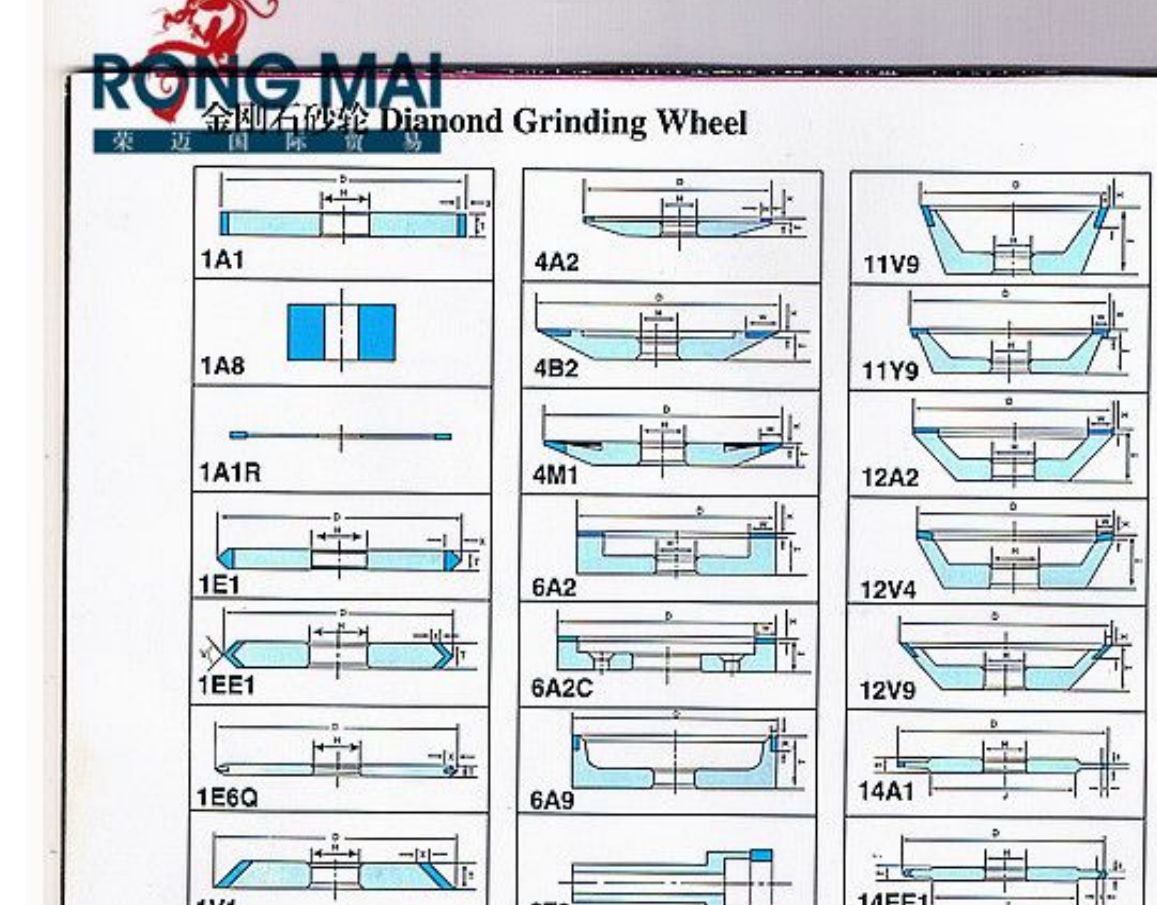
Подозреваю что у них верньер диаметра либо на лишние 360 градусов вкручен, либо по какой то причине на штифте провернули. В комплекте еще должно быть 2 шайбы толщиной 0.1 и 0.3 под круг для юстировки точного положения круга относительно поворотного суппорта. (это аналогично указанному расстоянию по вашей ссылке 6.5 мм), а для абсолютно точного позиционирования сверла в патроне цанга должна защелкнуться в нем (там есть специально для этого предназначенный поясок), и тогда он выдаст заявленную точность заточки-0.01мм Видео может снимать и не надо, очень информативное нашел здесь, на форуме- http://rusknife.com/topic/14803-%D0%B7%D0%B0%D1%82%D0%BE%D1%87%D0%BA%D0%B0-%D1%81%D0%B2%D0%B5%D1%80%D0%BB%D0%B0-%D1%86%D0%B8%D0%BB%D0%B8%D0%BD%D0%B4%D1%80%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%BE%D0%B3%D0%BE/ То, что вы называете "толщиной съема металла" наверное все таки больше относится к изменению угла атаки. Профиль круга у вас скорее всего 1А8, если вы заинтересованы, то можно было бы у китайцев (которые мне изготовили круги) узнать, готовы ли они изготовить (а может и выпускают) подобные круги и сколько это будет стоить. Они же мне изготовили 1A1R на станок для заточки пильных дисков по стоимости 1.4$ при цене в наших магазинах 350р, правда они делали с шириной напыления 10 мм, а мне сделали по моей просьбе 16мм Я заинтересовался дриллем в плане его большей пригодности для перемещения с объекта на объект, G13 хоть и не большой, но неудобен в транспортировке. Вот поэтому и хочу увидеть, на сколько качественно он точит сверла, уж извините за назойливость :)
-
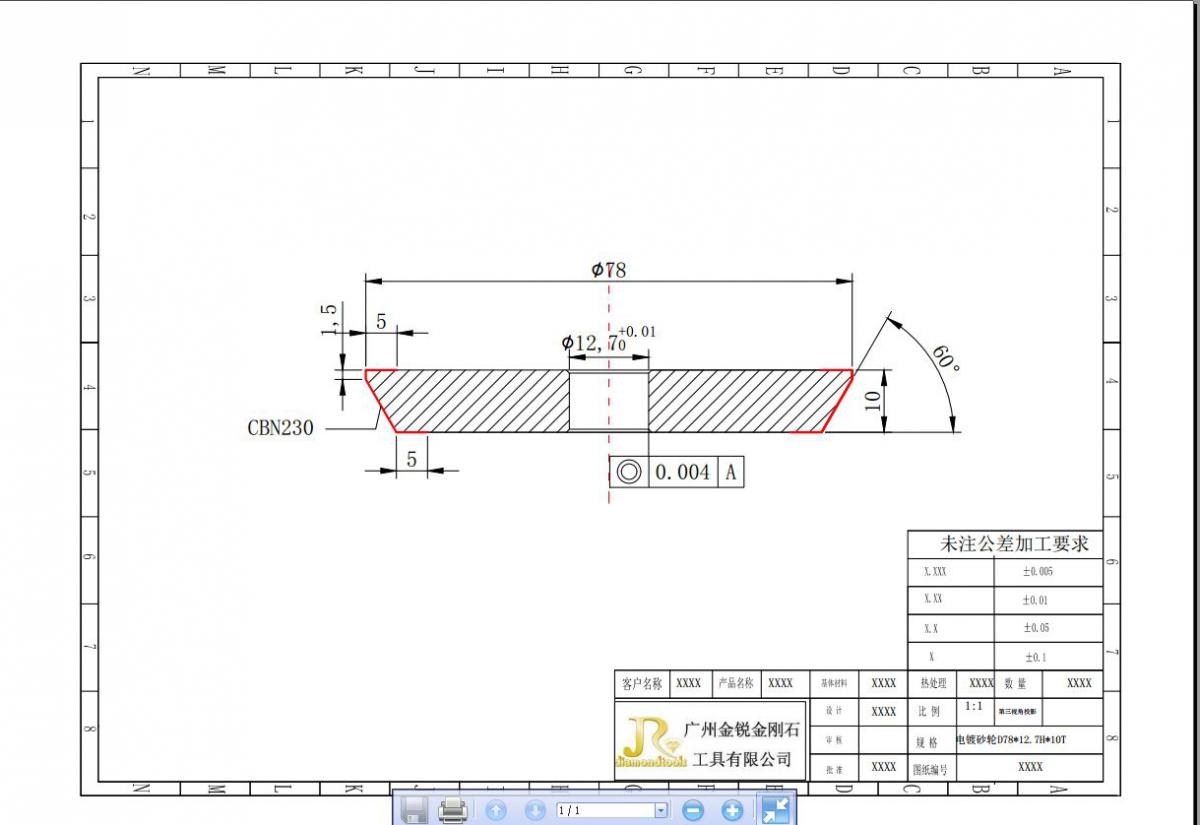
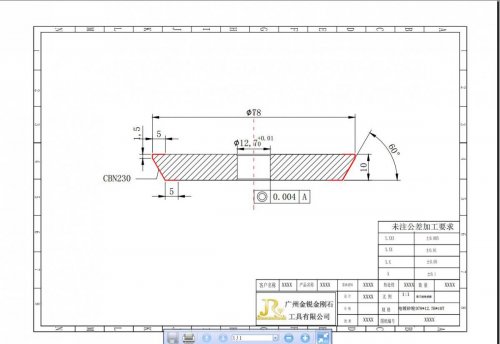
Это материал связки- напыления (карбид натрия)- цифры- это абразивность в гритах. Круги разные, на моем стоит профиль 1V1 78 мм наружный диаметр. Этот чертеж китайцы со мной согласовывали (я просил напыления на боковых стенках сделать не 3, а 5 мм, а торцевую фаску вместо 2- полтора мм После того,как все оговорили, они через пару дней спохватились- на чертеже опечатка, я запросил нечаянно чистоту обработки 4 тысячных, а их технолог когда выдал наряд токарю -тот взвыл- станок у него может только 0.03 :)
-
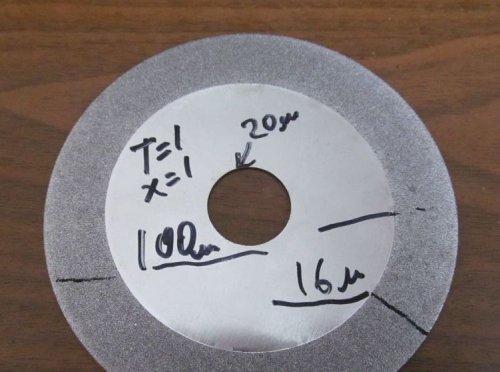
А в чем проблема? На своем больше тысячи заточек и ни каких проблем, регулируются все вами перечисленные параметры плюс размер задней фаски минус обороты считать не надо. А расходники- круги , я заказал на мануфактуре, где их изготавливают, за 13 баков штука против 45 в китайских магазинах и 65 на ебее. Абразив CBN230 для сверел менее5 мм уже грубоват, поэтому заказывал 230 (для больших диаметров и 400 для маленьких. У дриля заявлена зернистость 100 и 180- кромки режущие не "зубастые" получаются? Вы поймите, я не просто так пристаю, многие их хвалят, но как то "вообще". Вы можете кромку сверла макроснимок сделать, если не трудно? Я до недавнего времени точил на "цапле" мелочевку, там у меня на точиле стоит алмазный круг 50 микрон зернистость- сверла зеркальные получаются, но процесс дольше длится. Круги CBN400 на таможне болтаются, приедут сравню. А на 230-х микрополоски видно.
-
Дело в том, что я пересмотрел кучу роликов (было желание приобрести), но корректировку под диаметр я нигде не разглядел. Глубину фаски наверное регулирует блестящий болт? В конечном итоге взял G13 KING китайца, не на много он дороже (400$ с доставкой), но весь из железа. Там 11 цанг в комплекте (через 1мм), регулировка угла в бОльшем диапазане. Так там, если верньер диаметра чут- чуть меняешь в большую или меньшую сторону, то меняется угол атаки режущей кромки. А в дрилле этот угол сильно отличается у тонких и толстых сверел? (на китайце, если он выставлен согласно диаметра, то одинаков на сверлах от 2 до 13. Кстати, на дрилль круги в Китае вдвое дешевле с пересылкой, чем на Ебее (хоть и делают их все в поднебесной) Да и сам дрилль можно купить там же http://ru.aliexpress.com/item/New-Arrival-mannul-200W-Drill-Griding-Machine-drill-sharper-sharpping-milling-machine-Bit-Griding-Machine-Drill/750754219.html И лучше покупать не у продавцов, а прямо у изготовителей- дешевле в разы.
-
Я не понял- в этом точиле есть регулировка положения фиксации сверла в зависимости от диаметра? И регулировка глубины снятия задней фаски? Смущает универсвльность патрона на все диаметры.....