Fedor83
-
Публикаций
21 -
Зарегистрирован
-
Посещение
Достижения Fedor83
0
Репутация
-
Окончание истории про ручку настоящего финкофила
Fedor83 ответил в теме пользователя Berzen в Мастерская
мне кажется или лезвие ножа имеет неравномерную толщину по спускам? Токое ощущение что передавили при заточке и образовались "ямки" в НЕ плоскости клинка-спусков. -
А какой смысл шарик делать из другой стали? Если шарик тверже будет - обойму разобьет и наоборот. На искру попробуйте, не с чем не спутаете, она как фейерверк на 9 мая... ))) Из шарика нормальная такая полоса выходит... Только ТО ей говорят сложно для начинающих делать... Как Архангельский писал начинать лучше всего с Х12МФ она отклонения от технологии терпит, а ШХ15 предпочитают делать зонную закалку и строго технологию выдерживать... Вы правы про шарик, сам не подумал что-то. Зонную это только РК или спуски тоже? ТО по расковке спецы делать будут, они этим всю жизнь занимаются. А вот после того как заготовку сделаю, уже тогда сам.
-
-
Точно! Вот про магнит я точно запарил. Надо было сразу как из печи дотал, до опускания в масло проверить на магнитик, а потом уж остужать. Про гарду, зря Вы так. Уже начал делать. Довольно красиво получается. Смущает только алюмишка, ибо зацарапается сильно в работе. Но с другой стороны, если все-таки закалка в конце концов пройдет удачно, то это будет тот еще работяга и внешность останется на втором плане. в скром времени постараюсь выложить фотки. Не лучшего качества, но смотря на них и процесс, радуюсь как ребенок. P.S/ А если когда выну нож из печи окажется, что не догрел, то опять в печь ложить и повышать температуру? Это не окажется погубным для механики ножа? Он ведь все-таки на воздухе побывает и успеет немного остыть?
-
Здравствуйте Все! Вопрос возник, а сам подшипник тоже из ШХ15 делают? На работе есть подшипник большой (80мм примерно) и кузнец знакомый. Из такого шарика получится что-нить стоящее? :blink: P/S/ а Сколько примерно стоит так любимый все напильник и надфиль швецкий, каждый. Среднего размера. Надфиль плоский и полукруглый например. В скобяных лавках есть например?
-
\смысл, чтобы гарда не выпирала над обухом, а так же минимальный риск потери прочности. И как её по вашему "сквозную" продеть? А если заводить через рукоять (куда она не пройдет), то потом нужно опять же заплавлять, заваривать гарду.
-
что значит "пережгли"? Алюминий к стали не приварить. (Если только использовать биметалл.) Выберу немного металла на обухе и наплавлю в это углубление алюминий, который и будет сцеплен с гардой. Паять не умею, а серебрянка вроде как дефицит большой, вообще не знаю где взять. Буду просить кого нибудь что бы залили оловом пустоты между обухом и гардой. Или просто посажу на эпоксидку с алюминиевой крошкой.
-
пожалуй я по-следую вашему совету. Но с другим ножом, с которым возникла та же проблема. А на этот поставлю и потом все вместе оценим. Говорят, плохой опыт самый лучший, и долше всего запоминается. Спасибо Всем. Хотелось бы все- таки узнать по поводу сварки. Сталь ножа- рессора, толщина в обухе 3,5 мм. Форма выбрана в соответствии с ГОСТ Р 51644-2000 «Ножи разделочные и шкуросъемные»- коромысло. Вопрос в следующем. Температура алюминия и стали сильно разница. Буду делать повторно закалку. Только потом ставить гарду (варить). ТМО спасет от нагрузки в месте сварки? Все-таки толщина существенная, и ширина пластины в месте сварки больше 20 мм. Еще один вопрос. Вроде правильно калил ножи ((отжиг перед мех. обработкой Т=830 С и остывание с печью) Т=830 С, в масло, отпуск не делал)), а они довольна- таки мягкие (отжигал и калил дважды, причина- повело, загнуло по обуху). Напильник легко берет. В чем может быть проблема? Может вместо стали 65Г оказалась какая другая? Рессора от грузовика. Толщина была изначально около 10 мм. Потом фрезеровал до 4 мм, задавал форму, делал спуски,а потом калил.
-
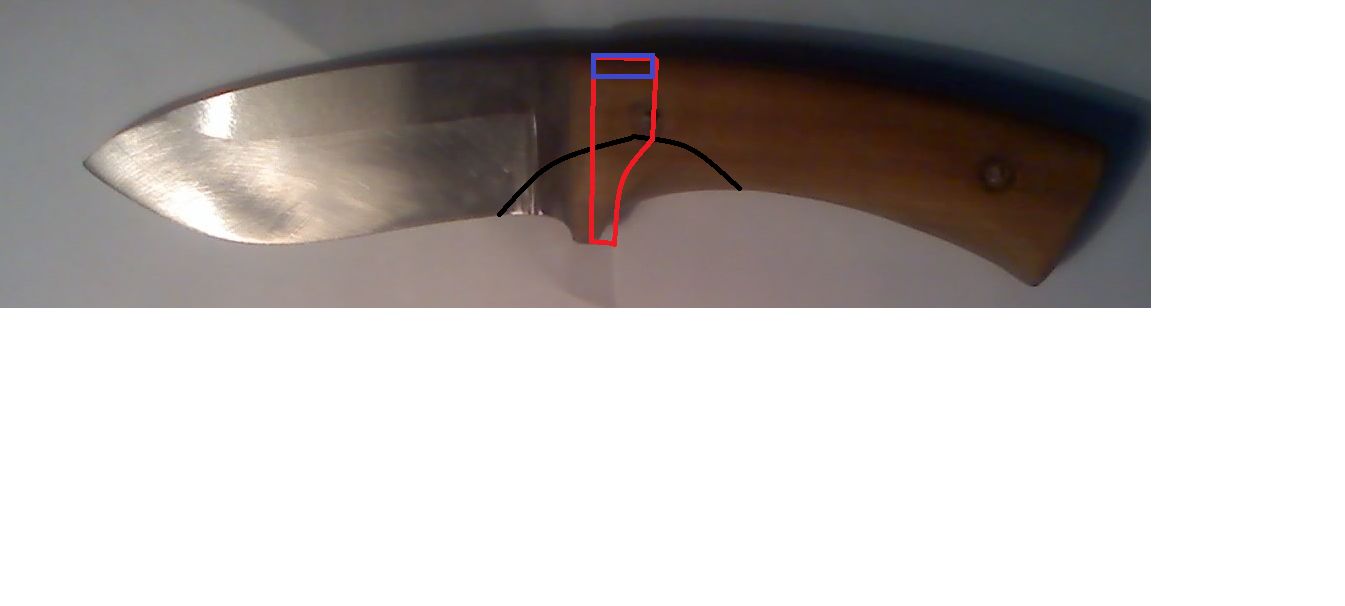
решил все-таки делать гарду из алюминия. Думаю посадить на сварку. Со стороны обуха в паз. Хотел файл приложить, но ни в какую не могу это сделать. Каждый раз пишет- "Файл испорчен". http://rusknife.com/uploads/monthly_02_2011/post-3-0-07054800-1297870363_thumb.jpg
-
черная линия- то как выбрано, красная- гарда из алюминия (подкова), синия- выборка в ноже под сварку гарды.
-
всем спасибо за ответ. буду делать подкову. повыше и закреплю в радиусе. а поять как? просто оловом или может есть какие хитрости? алюминий подойдет в качестве гарды или царапучий слишком?
-
Название: другие заготовки. Добавил: Fedor83 Добавлен: 13 фев 2011 Категория: Руководства, инструкции, чертежи на нижнем вышла в итоге та же история после заточки, и на него тоже нужно будет крепить гарду. Нажмите здесь, чтобы скачать файл
-
Название: другие заготовки. Добавил: Fedor83 Добавлен: 13 фев 2011 Обновлен: 13 фев 2011 Категория: Руководства, инструкции, чертежи на нижнем вышла в итоге та же история после заточки, и на него тоже нужно будет крепить гарду. Нажмите здесь, чтобы скачать файл
-
Название: требуется подсказка Добавил: Fedor83 Добавлен: 12 фев 2011 Обновлен: 12 фев 2011 Категория: Руководства, инструкции, чертежи место указанное линией выработано и в это мест о нужно поставить гарду. :blink: Нажмите здесь, чтобы скачать файл
-
Всем кто не спит= доброй ночи))) Есть проблемка. Нужно посадить на нож гарду. Но вот проблема заключается в том, что нож с накладной рукоятью которая уже готова, хоть и придётся её несколько видоизменить. Сварку применять боюсь. А еще её закрепить не знаю. Читал в паутине, что есть какие -то гарды типа подковы, но ничего вразумительного для себя...ьак и не нашел. Всем спасибо за ответ.